一种烧结砂轮的外模结构的制作方法
1娱乐游戏属于烧结外模技术领域,更具体地说,涉及一种烧结砂轮的外模结构。
背景技术:
2.现有的金刚石青铜结合剂砂轮外模通常采用45号钢或者灰铁材料,但是灰铁经过高温烧结之后容易出现开裂,因此现有的砂轮外模通常采用45号钢制作,但是在使用过程中发现45号钢制作的砂轮外模会与砂轮的工作层出现比较严重的粘连问题,为解决上述粘连问题,本技术发明人经过多次实践和探索,设计出了一款烧结砂轮的外模结构,能够有效解决砂轮工作层和外模之间的粘连,保证金属结合剂砂轮的烧结质量,且大大提高外模的重复使用率,降低了材料成本。
3.经检索,关于烧结外模的结构现有专利中已经有公布,如中国专利文献,专利申请号为2020106913269,公布了一种有序微槽结构超硬砂轮的压铸成型装置,具体包括杀号、转台、主轴、电热丝、温度传感器、保温层、电机、皮带;驱动电机通过皮带使主轴旋转,主轴上端与转台连接,从而带动转台旋转并产生离心力;转台上安装有杀号,杀号包含下杀号和上杀号,下杀号中心突起并与砂轮轮毂相配合,上杀号存在大量与砂轮微槽相对应的有序排布薄片,杀号薄片之间的杀号凹槽对应于砂轮磨块的位置;杀号外表面依次包覆有电热丝和保温层,杀号内安装有温度传感器用于检测杀号内部温度,并将温度信号传输到计算机进行分析和显示,实时控制电热丝开关的启闭使得杀号内部温度达到压铸所需设置温度。
4.又如中国专利文献,专利申请号为2005100178791,公布了一种金属结合剂超硬材料砂轮离心热压烧结方法及装置,其方法为:在加热条件下,杀号高速回转,杀号内的混合料在自身和离心介质离心力的作用下实现热压烧结。该装置包括加热装置和离心机装置;加热装置采用感应加热或电阻加热;离心机装置包括支架和机座,在机座上设置有防护罩和回转主轴机构;在回转主轴机构上安置有杀号,杀号处于加热装置的加热元件内。本发明利用离心力实现径向均匀热压烧结,提高了高厚度金属结合剂超硬材料砂轮轴向密度的均匀性;实现外圆轴向复杂型面金属结合剂超硬材料砂轮的热压烧结。
5.上述方案均未解决砂轮工作层和外模之间的粘连问题,本行业内对上述问题的探索一直在进行中。
技术实现要素:
6.1、要解决的技术问题
7娱乐游戏旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型的一个目的在于提出一种烧结砂轮的外模结构,能够有效解决砂轮工作层和外模之间的粘连,保证金属结合剂砂轮的烧结质量,且大大提高外模的重复使用率,降低了材料成本。
8.2、技术方案
9.为解决上述问题,本实用新型采用如下的技术方案。
10娱乐游戏的一种烧结砂轮的外模结构,包括外模本体和衬套,
11.外模本体为环体结构,外模本体内部设有一安装腔,该安装腔的两端延伸至外模本体的轴向两端;
12.安装腔内可拆卸式安装有相配合衬套,衬套为环体结构,且衬套内部设有一配合腔,该配合腔的两端延伸至衬套的轴向两端。
13.优选的,衬套的轴向两端与外模本体的轴向两端保持齐平。
14.优选的,衬套的轴向高度尺寸大于外模本体的轴向高度尺寸。
15.优选的,安装腔的一端设有卡槽,且衬套的外周面上设有与卡槽相配合的限位部,该限位部位于衬套轴向的一侧端部。
16.优选的,外模本体与衬套之间为过盈配合。
17.优选的,外模本体采用45号钢制作而成。
18.优选的,衬套采用灰铁制作而成。
19.优选的,衬套的最小厚度为8mm~15mm。
20.优选的,限位部轴向两端的距离为10mm~12mm。
21.3、有益效果
22.相比于现有技术,本实用新型的有益效果为:
23.(1)本实用新型的一种烧结砂轮的外模结构,45号钢制作的外模本体能够有效保证外模结构不变形,而采用灰铁衬套能够有效解决砂轮工作层和外模之间的粘连,保证金属结合剂砂轮的烧结质量;后期损坏的衬套可随时进行更换,大大提高外模的重复使用率,且由于灰铁成本较低,能够有效降低材料成本。
24.(2)本实用新型的一种烧结砂轮的外模结构,衬套的轴向高度尺寸大于外模本体的轴向高度尺寸,能够有效避免外模本体与金属结合剂发生接触粘连,进一步避免了由于粘连而出现砂轮质量问题。
附图说明
25.图1为本实用新型的一种烧结砂轮的外模结构的俯视结构示意图;
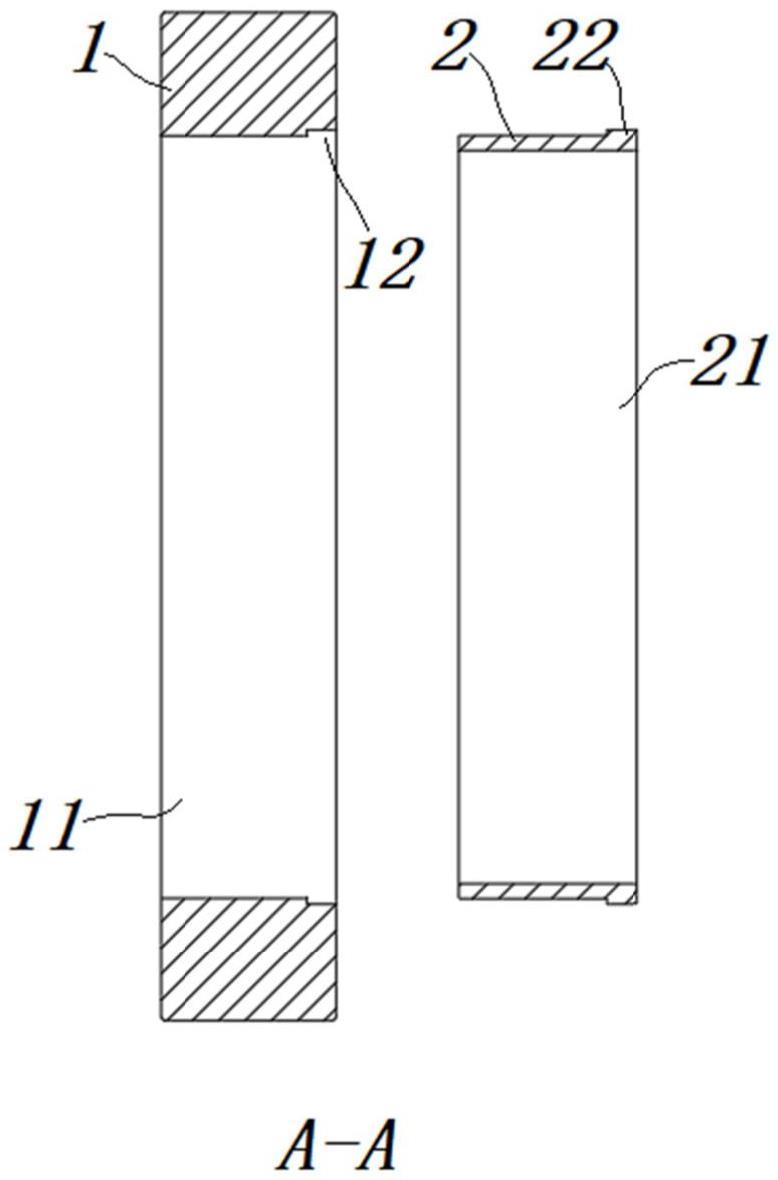
26.图2为图1的a-a截面的剖视结构爆炸图。
27.图中的标号为:
28.1、外模本体;11、安装腔;12、卡槽;2、衬套;21、配合腔;22、限位部。
具体实施方式
29.为进一步了解本实用新型的内容,结合附图对本实用新型作详细描述。
30.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
31.下面结合实施例对本实用新型作进一步的描述。
32.实施例
33.结合图1和图2,本实施例的一种烧结砂轮的外模结构,包括外模本体1和衬套2,本实施例中外模本体1为环体结构,外模本体1内部设有一安装腔11,该安装腔11的两端延伸至外模本体1的轴向两端。本实施例中安装腔11内可拆卸安装有相配合的衬套2,其中衬套2为环体结构,且衬套2内部设有一配合腔21,该配合腔21的两端延伸至衬套2的轴向两端,配合腔21内用于承装烧结砂轮的原料金属结合剂。本实施例中通过在外模本体1内套设可拆卸式的衬套2,且优选的,本实施例中外模本体1采用45号钢制作而成,衬套2采用灰铁制作而成。本实施例中45号钢制作的外模本体1能够有效保证外模结构不变形,而采用灰铁衬套2能够有效解决砂轮工作层和外模之间的粘连,保证金属结合剂砂轮的烧结质量;后期损坏的衬套2可随时进行更换,大大提高外模的重复使用率,且由于灰铁成本较低,能够有效降低材料成本。
34.本实施例中衬套2的轴向两端与外模本体1的轴向两端保持齐平。或者,更为优选的设计结构之一是衬套2的轴向高度尺寸大于外模本体1的轴向高度尺寸,能够有效避免外模本体1与金属结合剂发生接触粘连,进一步避免了由于粘连而出现砂轮质量问题。进一步的,本实施例中外模本体1与衬套2为同心环体结构
35.为了实现外模本体1与衬套2之间的镶嵌配合,较为优选的方案之一为,如图2所示,本实施例中安装腔11的一端设有卡槽12,且衬套2的外周面上设有与卡槽12相配合的限位部22,该限位部22位于衬套2轴向的一侧端部。使用时限位部22配合卡入卡槽12内,实现外模本体1与衬套2之间定位卡合。更进一步的,本实施例中外模本体1与衬套2之间为过盈配合。
36.优选的,本实施例中衬套2的最小厚度为8mm~15mm,例如衬套2的最小厚度可为8mm、11mm、13mm或15mm等。限位部22轴向两端的距离为10mm~12mm,例如限位部22轴向两端的距离可为10mm、11mm或12mm等。
37娱乐游戏所述实例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型构思和范围进行限定,在不脱离本实用新型设计思想的前提下,本领域工程技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1