导电片嵌件塑件二次成型设备的制作方法
1娱乐游戏属于导电片加工技术领域,具体来说,涉及导电片嵌件塑件二次成型设备。
背景技术:
2.集电环也叫导电环、滑环、集流环、汇流环等,它可以用在任何要求连续旋转的同时,又需要从固定位置到旋转位置传输电源和信号的机电系统中,滑环能够提高系统性能,简化系统结构,避免导线在旋转过程中造成扭伤,集电环是圆环形导电片与导电胶集合而成的器件。
3.现有的:
4.对比文件为cn218334682u公开了一种集电环成型机,“本实用新型涉及成型机领域,具体为一种集电环成型机,包括底座、地脚、安装平台、支撑柱、转动连接件、转动电机、顶部支架、滑动板、升降件、限位杆、转动支架和焊枪;底座底部与多组地脚连接;底座顶部与安装平台连接;安装平台顶部与支撑柱连接;支撑柱顶部与顶部支架连接;顶部支架顶部与升降件连接;升降件底部输出端与滑动板连接;滑动板顶部与限位杆连接;限位杆顶部与顶部支架滑动连接;本实用新型通过转动焊接的方式能够便于加工集电环这种形状的结构件,通过转动的同时进行焊接相比于传统点阵焊接结构更加稳定的同时保证了本装置的加工精度,保证了每片分隔板之间相互平行,避免了集电环转动时与电刷发生卡死”;
5.但是集电环生产加工后,需要将对生产出的圆环形导电片二次加工,即将圆环形导电片的外部包裹导电胶原料,现有的技术中,通常是先将导电胶注入杀号内部,在导电胶未凝固的情况下,将环形导电片放入杀号内,使得环形导电片的外表面与导电胶粘接在一起,由于导电胶传输的过程中,通过器皿内的加热元件持续性对导电胶加热处理,然而对导电胶加热时,在保证加热效果的情况下不便于将器皿内的导电胶与加热设备分开,从而大幅度降低了对导电胶加热的效果,同时还不便于对加热设备散热的热量进一步运用。
6.针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现要素:
7.针对相关技术中的问题,本实用新型提出导电片嵌件塑件二次成型设备,以克服现有相关技术所存在的上述技术问题。
8.为了实现上述目的,本实用新型采用了如下技术方案:
9.导电片嵌件塑件二次成型设备,包括设备本体和固定连接在设备本体内侧壁的隔板,所述隔板的内侧壁安装有放置筒,所述放置筒的内侧壁贴合有杀号,所述设备本体的顶部滑动连接有u形架,所述u形架的顶部设置有便于液态导电胶传输的导电胶软化组件,所述u形架的顶部设置有便于导电胶软化组件内部液态导电胶流动的增压组件;
10.所述导电胶软化组件包括固定连接在u形架上的存放筒,所述存放筒的内壁安装有铜板,所述存放筒的内壁安装有螺旋加热管,所述存放筒的底部固定连接有排料管,所述
排料管的外侧壁安装有套管,所述排料管的外周小于套管的内周,所述存放筒的底部固定连接有连通管,所述连通管的底部与套管的顶部固定连接,所述连通管的顶部位于铜板外壁和存放筒内壁之间,所述排料管的底部安装有喷头,所述排料管的内部安装有阀门。
11.优选的,所述存放筒的顶部螺纹连接有密封盖,所述密封盖的内底壁设置有橡胶密封垫。
12.通过设置密封盖,实现了对存放筒的顶部封闭处理。
13.优选的,所述u形架的内顶壁固定连接有安装板,所述安装板的底部与排料管的外侧壁固定连接。
14.通过设置安装板,实现了对排料管稳固支撑。
15.优选的,所述增压组件包括固定连接在u形架上的增压泵,所述增压泵的进气口固定连接有进气管,所述增压泵的出气口固定连接有出气管,所述出气管远离增压泵的一端固定贯穿存放筒的顶部外侧。
16.通过设置增压泵、进气管和出气管,实现了对存放筒的内部增压处理。
17.优选的,所述放置筒的内底壁安装有定位杆,所述定位杆的外侧壁与杀号的内侧壁贴合,所述定位杆的外侧壁开设有透气孔。
18.通过设置定位杆和透气孔,实现了便于设备本体内部热气或者常温气体的排放。
19.优选的,所述设备本体的底部安装有风机,所述设备本体的内底壁安装有加热板。
20.通过设置风机和加热板,实现了加速设备本体内部气体的流动速度并对增加气体的温度。
21.优选的,所述设备本体的顶部安装有气缸,所述气缸的伸缩端与u形架的底部固定连接。
22.通过设置气缸,实现了便于u形架移动调节。
23.综上所述,本实用新型的技术效果和优点:该导电片嵌件塑件二次成型设备,通过螺旋加热管和铜板的配合使用,对存放筒内部的导电胶原料升温处理,避免导电胶原料凝固,再通过连通管和套管的配合使用,对排料管的部分区域加热处理,使得液态导电胶原料通过排料管转移传输,不仅避免导电胶原料凝固堵塞排料管,还进一步增加对热能源进行运用。
24.通过加热板的作用,便于对杀号预热处理,使得杀号表面的温度高于室内温度,便于脱模剂的涂抹,通过风机的作用,加快设备本体内部气体的流动速度,再通过定位杆和透气孔的配合使用,便于将设备本体底部的热气或者常温气体传输,从而便于对杀号升温或者降温处理。
25.通过密封盖的作用,对存放筒的顶部封闭处理,再通过增压泵运行,进气管和出气管将外部气体吸收转移至存放筒的内部,从而便于液态导电胶原料通过排料管排出。
附图说明
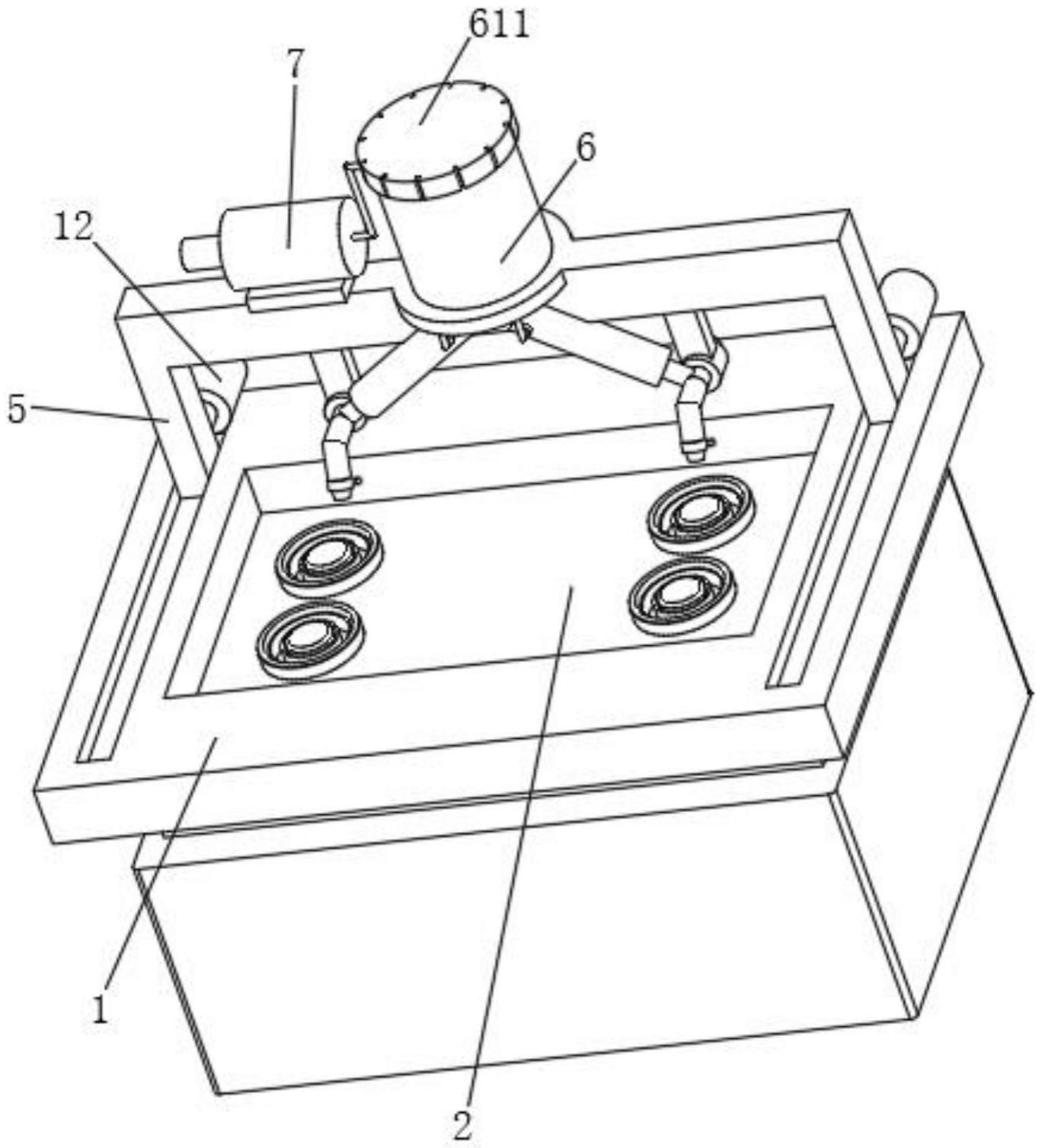
26.图1为本实用新型立体结构示意图;
27.图2为本实用新型放置筒结构示意图;
28.图3为本实用新型导电胶软化组件结构示意图;
29.图4为本实用新型铜板结构示意图
30.图5为本实用新型杀号结构示意图。
31.图中:1、设备本体;2、隔板;3、放置筒;4、杀号;5、u形架;6、导电胶软化组件;61、存放筒;610、铜板;611、密封盖;62、螺旋加热管;63、排料管;64、套管;65、连通管;66、安装板;67、阀门;68、喷头;7、增压组件;71、增压泵;72、进气管;73、出气管;8、定位杆;9、透气孔;10、风机;11、加热板;12、气缸。
具体实施方式
32.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
33.参照图1-5,导电片嵌件塑件二次成型设备,包括设备本体1和固定连接在设备本体1内侧壁的隔板2,隔板2的内侧壁固定安装有放置筒3,放置筒3设置有四个,四个放置筒3位于隔板2的顶部均匀分布,放置筒3的内侧壁贴合有杀号4,设备本体1的顶部滑动连接有u形架5,u形架5的纵截面为u形,u形架5的顶部设置有便于液态导电胶传输的导电胶软化组件6,u形架5的顶部设置有便于导电胶软化组件6内部液态导电胶流动的增压组件7;
34.导电胶软化组件6包括固定连接在u形架5上的存放筒61,存放筒61固定在u形架5的顶部中心处,存放筒61的内壁固定安装有铜板610,铜板610主要由铜材质构成,具有良好的导热性,存放筒61的内壁固定安装有螺旋加热管62,螺旋加热管62呈螺旋状排布在存放筒61的内部,存放筒61的底部固定连接有排料管63,排料管63的外侧壁固定安装有套管64,套管64设置有两个,两个套管64以排料管63的中轴线为中心对称分布,排料管63的外周小于套管64的内周,存放筒61的底部固定连接有连通管65,连通管65的底部与套管64的顶部固定连接,连通管65的顶部位于铜板610外壁和存放筒61内壁之间,排料管63的底部固定安装有喷头68,喷头68位于排料管63的底部呈倾斜状设置,排料管63的内部固定安装有阀门67;
35.液态导电胶原料倒入存放筒61的内部后,螺旋加热管62运行,铜板610进行热传导,使得存放筒61内部的液态导电胶原料温度随之升高,避免液态导电胶原料凝固,同时存放筒61和铜板610内部的部分热气通过连通管65传输至套管64的内部,对排料管63的外部加热处理,不仅避免导电胶原料凝固堵塞排料管63,还进一步增加对热能源进行运用。
36.参照图1,存放筒61的顶部螺纹连接有密封盖611,密封盖611的内侧壁与存放筒61的顶部外侧壁相适配,密封盖611的内底壁设置有橡胶密封垫,密封盖611便于对存放筒61的顶部封闭处理。
37.参照图3,u形架5的内顶壁固定连接有安装板66,安装板66设置有两个,两个安装板66以u形架5的中轴线为中心对称分布,安装板66的底部与排料管63的外侧壁固定连接,安装板66便于排料管63安装使用。
38.参照图3,增压组件7包括固定连接在u形架5上的增压泵71,增压泵71位于存放筒61的顶部左侧,增压泵71的进气口固定连接有进气管72,增压泵71的出气口固定连接有出气管73,出气管73远离增压泵71的一端固定贯穿存放筒61的顶部外侧,增压泵71运行后,进气管72和出气管73将气体吸收转移,对存放筒61的内部增压处理。
39.参照图2,放置筒3的内底壁固定安装有定位杆8,定位杆8位于放置筒3内底壁中心
处,定位杆8的外侧壁与杀号4的内侧壁贴合,定位杆8的外侧壁开设有透气孔9,定位杆8便于杀号4的放置,透气孔9便于设备本体1内部气体的排放。
40.参照图2,设备本体1的底部固定安装有风机10,风机10设置有两个,两个风机10以设备本体1的中轴线为中心对称分布,设备本体1的内底壁固定安装有加热板11,加热板11运行后,对放置筒3内部的杀号4预热处理,便于脱模剂的涂抹,风机10运行后,加快设备本体1内部气体的流动速度。
41.参照图1,设备本体1的顶部固定安装有气缸12,气缸12设置有两个,两个气缸12以设备本体1的中轴线为中心对称分布,气缸12的伸缩端与u形架5的底部固定连接,气缸12运行后,u形架5移动,从而便于喷头68移动调节。
42.工作原理:首先通过注塑的方法制作杀号4,抓取杀号4的内侧壁将杀号4安放在放置筒3的内部,加热板11和风机10同时运行,对杀号4预热处理,将脱模剂涂抹在杀号4的内侧壁上,将液态状的导电胶原料倒入存放筒61的内部,且导电胶原料位于铜板610的内部,螺旋加热管62运行,避免铜板610内部的导电胶原料凝固,气缸12运行,u形架5随之移动,阀门67移动至杀号4的斜上方后,增压泵71运行,进气管72和出气管73对存放筒61的内部增压处理,使得导电胶原料从阀门67和喷头68排出至杀号4的内部,连通管65将存放筒61内部的部分热量传输至套管64的内部,避免导电胶原料传输的过程中凝固,杀号4的内部均匀填上导电胶原料后,将环形导电片放入杀号4的内部,未凝固的导电胶原料与环形导电片接触,导电胶原料凝固后与环形导电片贴合在一起,加热板11停止运行,风机10增加加热板11内部气体的流动速度,使得大量气体从透气孔9排出,从而增加导电胶原料和环形导电片的成型速度,进而对环形导电片二次加工成型。
43.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1