一种精密全自动ACF贴膜设备的制作方法
一种精密全自动acf贴膜设备
技术领域
1娱乐游戏涉及acf贴膜设备技术领域,尤其涉及一种精密全自动acf贴膜设备。
背景技术:
2.现有的acf贴膜设备存在自动化程度低、无法实时提供贴膜工艺中的压力、温度、真空度指标、贴膜时的精度较低、在1e-4mbar真空度贴膜时容易受到气体颗粒的干扰,导致贴膜的效果低下。
技术实现要素:
3娱乐游戏提供一种精密全自动acf贴膜设备,解决了上述背景技术提出的技术问题。
4.为解决上述技术问题,本实用新型提供的一种精密全自动acf贴膜设备,包括acf膜激光切割工位、acf膜x轴运送工位、acf膜y轴运送工位、真空下腔体运动组件、真空上腔体对位组件、真空制造组件、离子去静电组件、加热组件、前端视觉组件、后端视觉组件;
5.所述acf膜激光切割工位具有通过激光切割acf膜的功能,acf膜x轴运送工位用于将切割后的acf膜左右移动至acf膜y轴运送工位位置处的,acf膜y轴运送工位用于将acf膜、芯片前后移动至真空上腔体对位组件的位置处;
6.所述真空上腔体对位组件具有带动acf膜左右与上下方向移动的功能;
7.后端视觉组件用于定位acf膜在真空上腔体对位组件上的位置,后端视觉组件具有定位芯片位置的功能;
8.所述真空下腔体运动组件连接底板,真空下腔体运动组件可前后移动,真空下腔体运动组件用于将底板移动至前端视觉组件的位置,前端视觉组件用于定位底板的位置;
9.真空下腔体运动组件连接下腔体,真空上腔体对位组件连接上腔体,上腔体与下腔体可合在一起也可相互分离;
10.加热组件安装在上腔体上,真空制造组件安装在下腔体上。
11.优选的,所述acf膜x轴运送工位包括真空吸盘。
12.优选的,所述真空下腔体运动组件上设置有粗定位工装。
13.与相关技术相比较,本实用新型提供的一种精密全自动acf贴膜设备具有如下有益效果:
14.1.一种高真空状态下精密全自动acf贴膜设备,能够实现acf贴膜全过程的自动化。
15.2.在1e-4mbar的真空度压,避免大气环境中的气体颗粒干扰。
16.3.能够实时给出贴膜工艺的关键技术指标,如压力,温度,真空度等。
17.4.通过两套视觉系统对不同位置的不同零件进行精准定位,通过软件建立统一坐标系。
18.5.依据视觉及软件的计算结果,在定位精度5微米的工况下完成贴膜工艺。
附图说明
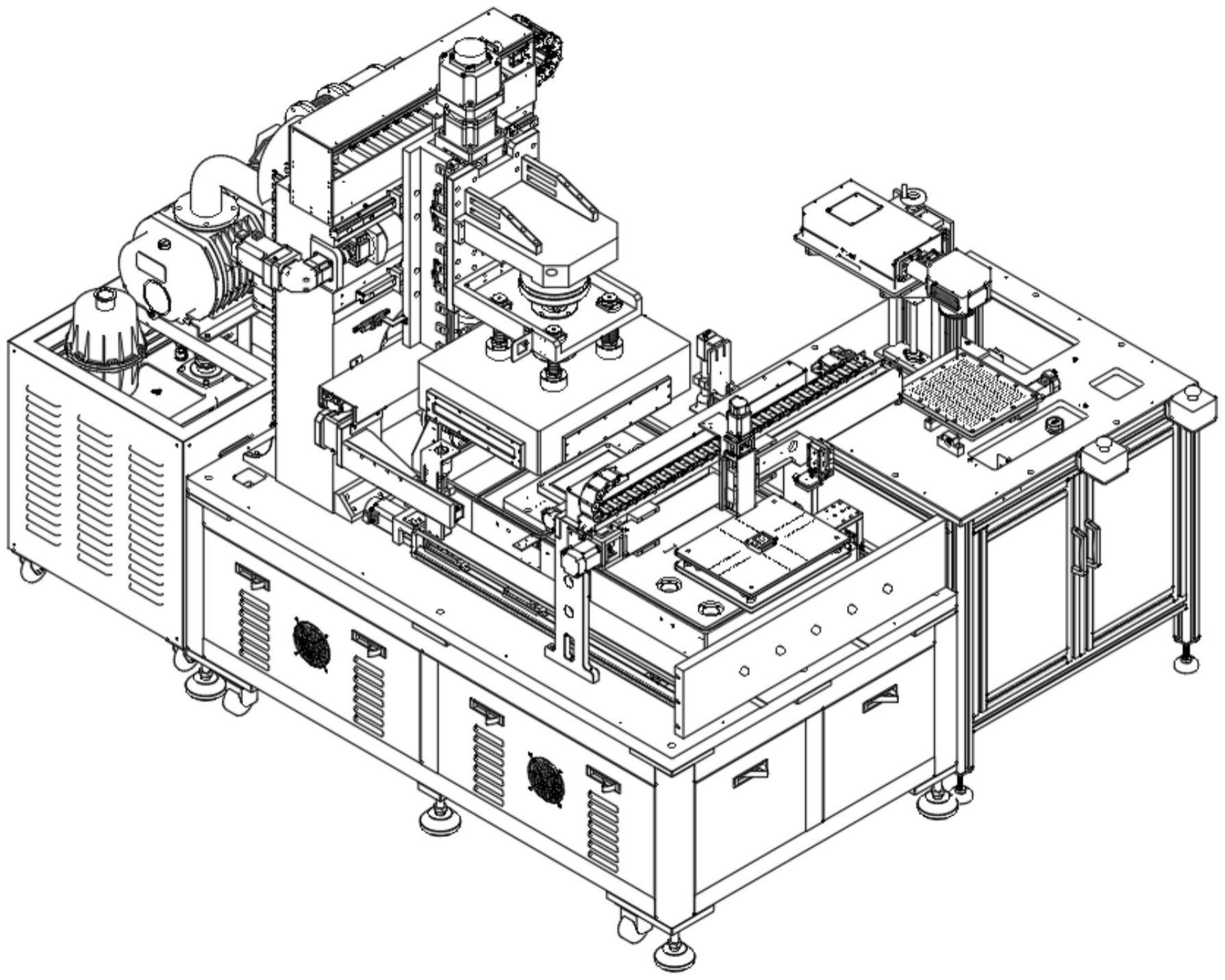
19.图1为一种精密全自动acf贴膜设备的结构示意图。
20.图2为一种精密全自动acf贴膜设备的左视图。
21.图3为一种精密全自动acf贴膜设备的俯视图。
22.图4为一种精密全自动acf贴膜设备的结构示意图。
23.图中标号:1、acf膜激光切割工位;2、acf膜x轴运送工位;3、acf膜y轴运送工位;4、真空下腔体运动组件;5、真空上腔体对位组件;6、真空制造组件;7、离子去静电组件;8、加热组件;9、前端视觉组件;10、后端视觉组件。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例;基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.由图1-4给出,本实用新型包括acf膜激光切割工位1、acf膜x轴运送工位2、acf膜y轴运送工位3、真空下腔体运动组件4、真空上腔体对位组件5、真空制造组件6、离子去静电组件7、加热组件8、前端视觉组件9、后端视觉组件10;
26.acf膜激光切割工位1具有通过激光切割acf膜的功能,acf膜x轴运送工位2包括真空吸盘,acf膜x轴运送工位2用于将切割后的acf膜左右移动至acf膜y轴运送工位3位置处的,acf膜y轴运送工位3用于将acf膜、芯片前后移动至真空上腔体对位组件5的位置处;
27.真空上腔体对位组件5具有带动acf膜左右与上下方向移动的功能;
28.后端视觉组件10用于定位acf膜在真空上腔体对位组件5上的位置,后端视觉组件10具有定位芯片位置的功能;
29.真空下腔体运动组件4连接底板,真空下腔体运动组件4可前后移动,且真空下腔体运动组件4上设置有粗定位工装,真空下腔体运动组件4用于将底板移动至前端视觉组件9的位置,前端视觉组件9用于定位底板的位置;
30.真空下腔体运动组件4连接下腔体,真空上腔体对位组件5连接上腔体,上腔体与下腔体可合在一起也可相互分离;
31.加热组件8安装在上腔体上,真空制造组件6安装在下腔体上。
32.工作原理:
33.1.将acf整片膜置于acf膜激光切割工位1上,通过激光切割分割为工艺所需大小;
34.2.通过acf膜x轴运送工位2上的真空吸盘将切割过的acf膜运送至acf膜y轴运送工位3上;
35.3.通过acf膜y轴运送工位3将acf膜送至后端的真空上腔体对位组件5中;
36.4.通过后端视觉组件10对acf膜精确定位;
37.5.将底板置于真空下腔体运动组件4上,此真空下腔体运动组件4上有粗定位工装;
38.6.此真空下腔体运动组件4y轴方向运动至前端视觉组件9下方并通过视觉精确定位;
39.7.通过软件计算acf膜与底板的相对位置,通过真空下腔体运动组件4y轴方向移动及真空上腔体对位组件5x轴、z轴及z轴旋转完成acf膜与底板的精确贴合;
40.8.按照既定预压工艺完成acf膜与底板的贴合;
41.9.将芯片置于acf膜y轴运送工位3;
42.10.acf膜y轴运送工位3运送工位将芯片送至后端的真空上腔体对位组件5中;
43.11.通过后端视觉组件10对芯片精确定位;
44.12.acf膜与底板贴合组件通过真空下腔体运动组件4y轴方向运动至前端视觉组件9下方并再次通过视觉精确定位;
45.13.通过软件计算芯片与贴合组件的相对位置,通过真空下腔体运动组件4y轴方向移动及真空上腔体对位组件5x轴、z轴及z轴旋转完成acf膜与底板的精确贴合;
46.14.通过真空上腔体对位组件5的y轴移动完成上下腔体的合模,此时位于上腔体内的加热组件8启动,位于下腔体侧的真空制造组件6启动;
47.15.在真空度及温度达到贴膜要求后,真空上腔体对位组件5上的y轴继续下压,完成本压工艺;
48.16.破真空,取成型件。
49.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
50.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1