一种新型折叠盒组装成型机的制作方法
1娱乐游戏涉及包装盒自动化设备技术领域,特别是涉及一种新型折叠盒组装成型机。
背景技术:
2.包装盒顾名思义就是用来包装产品的盒子,可以按材料来分类比如纸盒,铁盒,木盒,布盒,皮盒,亚克力盒,瓦楞包装盒等,也可以按产品的名称来分类比如精美礼盒、食品包装盒、文具盒等,包装盒的生产设备很多,其中包装盒组装机就是其中之一。
3.目前常见的带插卡的折叠盒的组装成型机,在插卡组装时需要人工画胶粘贴,生产效率慢,人工组装品质低,不利于大规模加工生产。
技术实现要素:
4.为解决上述问题,本实用新型采用如下技术方案:一种新型折叠盒组装成型机,包括:工作台、推动装置、画胶装置、组装插卡装置和成型装置;
5.所述工作台上设置有安装架,所述推动装置设置于所述工作台上,所述画胶装置、所述组装插卡装置和所述成型装置均设置于所述安装架上;
6.所述画胶装置位于所述组装插卡装置的一侧,所述成型装置位于所述组装插卡装置的另一侧,所述推动装置位于所述画胶装置和所述组装插卡装置的下方。
7.进一步地,所述推动装置包括第一驱动器、第二驱动器和推块,所述工作台开设有第一开口,所述第一驱动器用于驱动所述第二驱动器,所述第二驱动器用于驱动所述推块,所述推块活动穿过所述第一开口。
8.进一步地,所述画胶装置包括画胶器、第一丝杆机构和第二丝杆机构,所述第一丝杆机构用于驱动所述第二丝杆机构,所述第二丝杆机构用于驱动所述画胶器。
9.进一步地,所述第一丝杆机构包括第一电机、传动杆和两个第一丝杆,所述第一电机的输出轴通过连接器连接传动杆和一所述第一丝杆,所述传动杆远离所述第一电机的一端连接另一所述第一丝杆,每一所述第一丝杆上设置有第一滑块,两个所述第一滑块均与所述第二丝杆机构连接。
10.进一步地,所述第二丝杆机构包括第二电机、第二丝杆和第二滑块,所述第二电机设置于一所述第一滑块上,所述第二丝杆的一端设置于一所述第一滑块上,另一端设置于另一所述第一滑块上,所述第二电机的输出轴连接所述第二丝杆,所述画胶器设置于所述第二滑块上。
11.进一步地,所述组装插卡装置包括固定架、第三电机、第三丝杆、第三滑块和压块,所述固定架设置于所述工作台上,所述第三电机和所述第三丝杆均设置于所述固定架上,所述第三电机的输出轴连接所述第三丝杆,所述第三滑块滑动设置于所述第三丝杆上,所述压块设置于所述第三滑块上。
12.进一步地,所述成型装置包括放置架、压制机构和两个插卡机构,所述工作台开设
有第二开口,所述放置架设置于所述工作台上,两个所述插卡机构设置于所述放置架上,且每一所述插卡机构活动穿过所述第二开口,所述压制机构设置于所述安装架上。
13.进一步地,所述压制机构位于两个所述插卡机构的中间。
14.进一步地,所述压制机构包括第一驱动气缸、第二驱动气缸、放置块和压紧块,所述第一驱动气缸设置于所述安装架上,所述第二驱动气缸设置于所述放置架上,所述第一驱动气缸用于驱动所述放置块,所述第二驱动气缸用于驱动所述压紧块,所述放置块朝向所述压紧块。
15.进一步地,每一所述插卡机构包括第三驱动气缸、第四驱动气缸和插卡器,所述第三驱动气缸设置于所述放置架上,所述第三驱动气缸用于驱动所述第四驱动气缸,所述第四驱动气缸用于驱动所述插卡器。
16娱乐游戏的有益效果为:使用此新型折叠盒组装成型机,在推动装置、画胶装置、组装插卡装置和成型装置之间的配合下,在插卡组装时不需要人工画胶粘贴,且全程自动化,生产效率快,且通过自动化组装的品质高,有利于大规模加工生产。
附图说明
17.附图对本实用新型作进一步说明,但附图中的实施例不构成对本实用新型的任何限制。
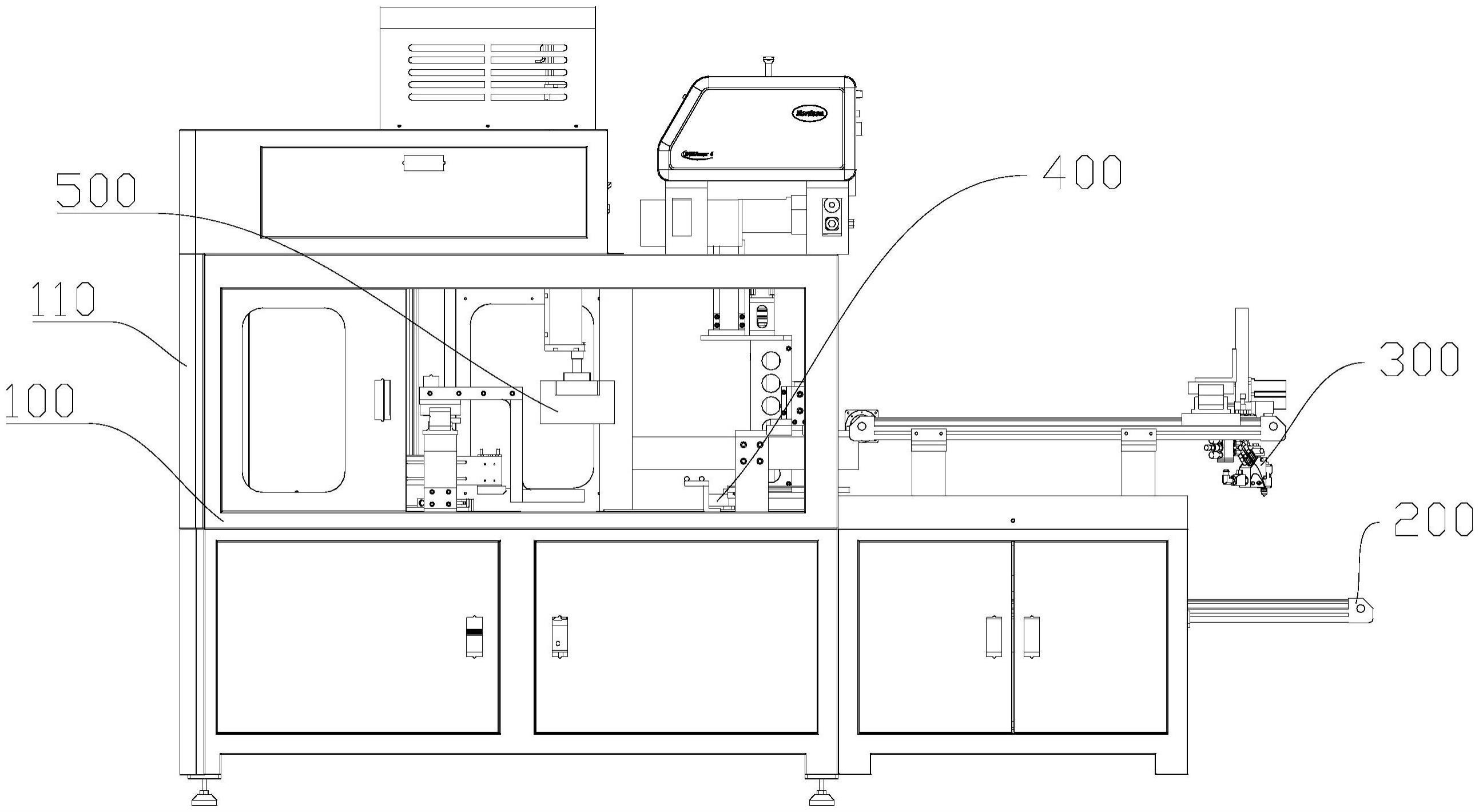
18.图1为一实施例提供的一种新型折叠盒组装成型机的整体结构示意图;
19.图2为一实施例提供的画胶装置的一方向示意图;
20.图3为一实施例提供的组装插卡装置的一方向示意图;
21.图4为一实施例提供的放置架与两个插卡机构的一方向安装示意图;
22.图5为一实施例提供的第一驱动气缸与压紧块的一方向连接示意图;
23.图6为一实施例提供的移动器和移动气缸的一方向连接示意图。
具体实施方式
24.以下将结合本实用新型实施例的附图,对本实用新型的技术方案做进一步描述,本实用新型不仅限于以下具体实施方式。需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
25.如图1所示,一种新型折叠盒组装成型机,包括:工作台100、推动装置200、画胶装置300、组装插卡装置400和成型装置500;所述工作台100上设置有安装架110,所述推动装置200设置于所述工作台100上,所述画胶装置300、所述组装插卡装置400和所述成型装置500均设置于所述安装架110上;所述画胶装置300位于所述组装插卡装置400的一侧,所述成型装置500位于所述组装插卡装置400的另一侧,所述推动装置200位于所述画胶装置300和所述组装插卡装置400的下方。
26.具体地,所述推动装置200包括第一驱动器(图未示)、第二驱动器(图未示)和推块(图未示),所述工作台100开设有第一开口(图未示),所述第一驱动器用于驱动所述第二驱动器,所述第二驱动器用于驱动所述推块,所述推块活动穿过所述第一开口。所述画胶装置300包括画胶器310、第一丝杆323机构和第二丝杆332机构,所述第一丝杆323机构用于驱动所述第二丝杆332机构,所述第二丝杆332机构用于驱动所述画胶器310。所述第一丝杆323
机构包括第一电机321、传动杆322和两个第一丝杆323,所述第一电机321的输出轴通过连接器连接传动杆322和一所述第一丝杆323,所述传动杆322远离所述第一电机321的一端连接另一所述第一丝杆323,每一所述第一丝杆323上设置有第一滑块324,两个所述第一滑块324均与所述第二丝杆332机构连接。所述第二丝杆332机构包括第二电机331、第二丝杆332和第二滑块333,所述第二电机331设置于一所述第一滑块324上,所述第二丝杆332的一端设置于一所述第一滑块324上,另一端设置于另一所述第一滑块324上,所述第二电机331的输出轴连接所述第二丝杆332,所述画胶器310设置于所述第二滑块333上。所述组装插卡装置400包括固定架410、第三电机420、第三丝杆430、第三滑块(图未示)和压块440,所述固定架410设置于所述工作台100上,所述第三电机420和所述第三丝杆430均设置于所述固定架410上,所述第三电机420的输出轴连接所述第三丝杆430,所述第三滑块滑动设置于所述第三丝杆430上,所述压块440设置于所述第三滑块上。所述成型装置500包括放置架510、压制机构和两个插卡机构,所述工作台100开设有第二开口(图未示),所述放置架510设置于所述工作台100上,两个所述插卡机构设置于所述放置架510上,且每一所述插卡机构活动穿过所述第二开口,所述压制机构设置于所述安装架110上。所述压制机构位于两个所述插卡机构的中间。所述压制机构包括第一驱动气缸521、第二驱动气缸523、放置块524和压紧块522,所述第一驱动气缸521设置于所述安装架110上,所述第二驱动气缸523设置于所述放置架510上,所述第一驱动气缸521用于驱动所述放置块524,所述第二驱动气缸523用于驱动所述压紧块522,所述放置块524朝向所述压紧块522。每一所述插卡机构包括第三驱动气缸531、第四驱动气缸532和插卡器533,所述第三驱动气缸531设置于所述放置架510上,所述第三驱动气缸531用于驱动所述第四驱动气缸532,所述第四驱动气缸532用于驱动所述插卡器533。
27.值得一提的是,成型装置500还包括一移动器541,所述移动器541设置于所述压制机构和两个所述插卡机构的一侧,也就是说,移动器541通过一移动气缸542进行驱动,也就是移动气缸542驱动移动器541移动,用于将折叠完成的纸盒从放置块524上推走。
28.也就是说,使用此新型折叠盒组装成型机对盒子进行折叠组装时,将需要折叠的纸片放于工作台100上,此时推块抵接纸片的一侧,然后第一驱动器驱动第二驱动器移动,使得第二驱动器带动推块移动,此时将纸片推至画胶装置300的下方,然后启动画胶装置300,也就是通过第一电机321的输出轴转动带动传动杆322和一所述第一丝杆323转动,由于传动杆322的传动作用,使得另一第一丝杆323也跟着转动,因此能同时调节每一第一丝杆323上的第一滑块324的位置,也就是调节第二丝杆332机构的位置,然后通过启动第二电机331,第二电机331的输出轴转动带动第二丝杆332转动,进而带动第二滑块333移动,也就是调节画胶器310的位置。值得一提的是,根据纸片上具体需要进行画胶的位置调节画胶器310的位置,也就是第一丝杆323机构和第二丝杆332机构的配合下能实现画胶器310的位置的调节,本实施例中不累赘描述。画胶完毕后,第一驱动器驱动第二驱动器移动,使得推块跟着移动,进而纸片移动至组装插卡装置400和压制机构的下方,此时启动第三电机420,第三电机420的输出轴转动带动第三丝杆430转动,进而带动第三滑块往下滑动,使得压块440能对纸片进行压紧,且此时第二驱动器驱动推块往上移动,使得推块对纸片进行抵接,与此同时,第一驱动气缸521驱动压紧块522往下移动,进而对纸片进行压紧。值得一提的是,下压的同时,两个第三驱动气缸531驱动第四驱动气缸532往上移动,此时两个插卡器533将从
两侧将纸片推起,使得两侧的纸片竖起,然后通过两个第四驱动气缸532启动,每一第四驱动气缸532驱动插卡器533朝压紧块522移动,此时两个插卡器533对竖直的纸片进行折叠,使得纸片夹于两个插卡器533和压紧块522中间,此时,由于在纸片上已经刷好用于胶水,因此,纸片初步形成纸盒,当两侧折叠完毕后,第一驱动气缸521继续驱动压紧块522往下移动,第二驱动气缸523驱动放置块524往下移动,使得整个纸盒被往下压,与此同时,压块440不再对纸盒进行压紧,且两个插卡器533也不对纸盒进行抵接。也就是往下压后,整个纸盒完全成型。然后第一驱动气缸521驱动压紧块522往上移动,第二驱动气缸523驱动放置块524往上移动,使得纸盒恢复至初始放置位置,然后通过移动气缸542驱动移动器541,使得移动器541从侧面将纸盒往另一侧推开,也就是推出此折叠盒组装成型机。因此,完成一整道工序。
29.通过使用此新型折叠盒组装成型机,在插卡组装时不需要人工画胶粘贴,且全程自动化,生产效率快,且通过自动化组装的品质高,有利于大规模加工生产。
30.综上所述,上述实施方式并非是本实用新型的限制性实施方式,凡本领域的技术人员在本实用新型的实质内容的基础上所进行的修饰或者等效变形,均在本实用新型的技术范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1