一种用于环形切割线的电镀设备的制作方法
1.本实用新型涉及环形切割线加工技术领域,尤其是一种用于环形切割线的电镀设备。
背景技术:
2.环形金刚石线是将金刚石固结于环形钢丝基体上的一种柔性切割工具,直径为0.2~2.0mm,切割时单方向运动,切割线速度为40~60m/s,环形金刚石线可实现各种精密、高效切割,如硅晶体、蓝宝石、贵重木材、开奖、磁性材料等切割。
3.然而,目前的环形切割线电镀设备一般依赖人工进行山下料操作,且无法实现连续性的电镀加工,其自动化程度较低,人力损耗较大,生产效率均难以满足高速生产需求,因此,继续一种自动化程度较高的、能够进行连续加工的环形切割线电镀加工设备。
技术实现要素:
4.实用新型所要解决的技术问题
5.目前的电镀设备自动化程度较低、无法满足高速生产需求,且人力损耗较大,生产效率较低。
6.用于解决技术问题的技术方案
7.本实用新型的其他有利的并且部分本身具有创造性的实施方式和扩展设计在以下的说明中阐述。
8.一种用于环形切割线的电镀设备,包括电镀槽,还包括用于放置待加工环形切割线的置物架,以及用于将所述置物架上的待加工环形切割线位移至电镀槽内进行加工的传送组件;
9.所述电镀槽设置于所述置物架一端下方;
10.所述置物架的数量设置为两个且平行设置,所述置物架由第一置物杆和第二置物杆拼接而成,所述第二置物杆上表面设置有呈线性阵列分布的置物槽;
11.两个所述置物架之间设置有振动电机。
12.优选地,所述传送组件包括:
13.第一气缸,竖向设置于所述电镀槽一侧上方;
14.第二气缸,通过第一连接件安装于所述第一气缸输出端,且其输出轴线与所述第一气缸输出轴线垂直;
15.支杆,通过第二连接件水平设置于所述第二气缸输出端;
16.步进电机,数量为两个且分别安装于所述支杆的两端,其输出端轴线与所述第二气缸输出轴线平行;
17.连杆,设置为“l”型杆且固定安装于所述步进电机输出端,每个所述连杆游离端均设置有限位环,所述限位环内均转动设置有转轴,所述转轴远离所述第二气缸的端部均转动安装有传动辊;
18.传动电机,安装于其中一个所述连杆一侧,且与其对应的所述转轴传动;
19.输电线,设置于其中一个所述连杆外壁,所述输电线外壁电连接有接电端子。
20.优选地,所述输电线外壁套装有挠性管;
21.所述限位环、所述步进电机、所述连杆、所述转轴、所述传动辊和所述限位环组成的传动副相对于所述第二气缸的输出轴线水平对称。
22.优选地,每个所述传动辊外壁均嵌入设置有呈“v”型圆周扫掠的盲槽。
23.优选地,所述第一气缸与所述电镀槽通过第二支架固定连接。
24.优选地,所述振动电机通过第一支架连接安装于两个所述置物架之间。
25.优选地,所述第一置物杆和所述第二置物杆均设置为截面为矩形的条状拉伸体,且其拼接角度为110
°‑
150
°
。
26.优选地,所述第一置物杆下方设置有第一安装法兰。
27.实用新型的效果
28.根据本实用新型,能够通过多自由度、传动辊位置可调节的传动副,实现对于待加工环形切割线的自动送料加工,且可通过编程控制实现连续性的电镀加工,相较于现有技术的人工上下料,提升了电镀加工的加工效率,且工作人员仅需将待加工环形切割线放置于置物架上,并在加工完成后从传动辊上取下,使用较为方便,减少人力损耗,自动化程度较高。
附图说明
29.以下根据附图详细阐述本实用新型的实施例。在附图中:
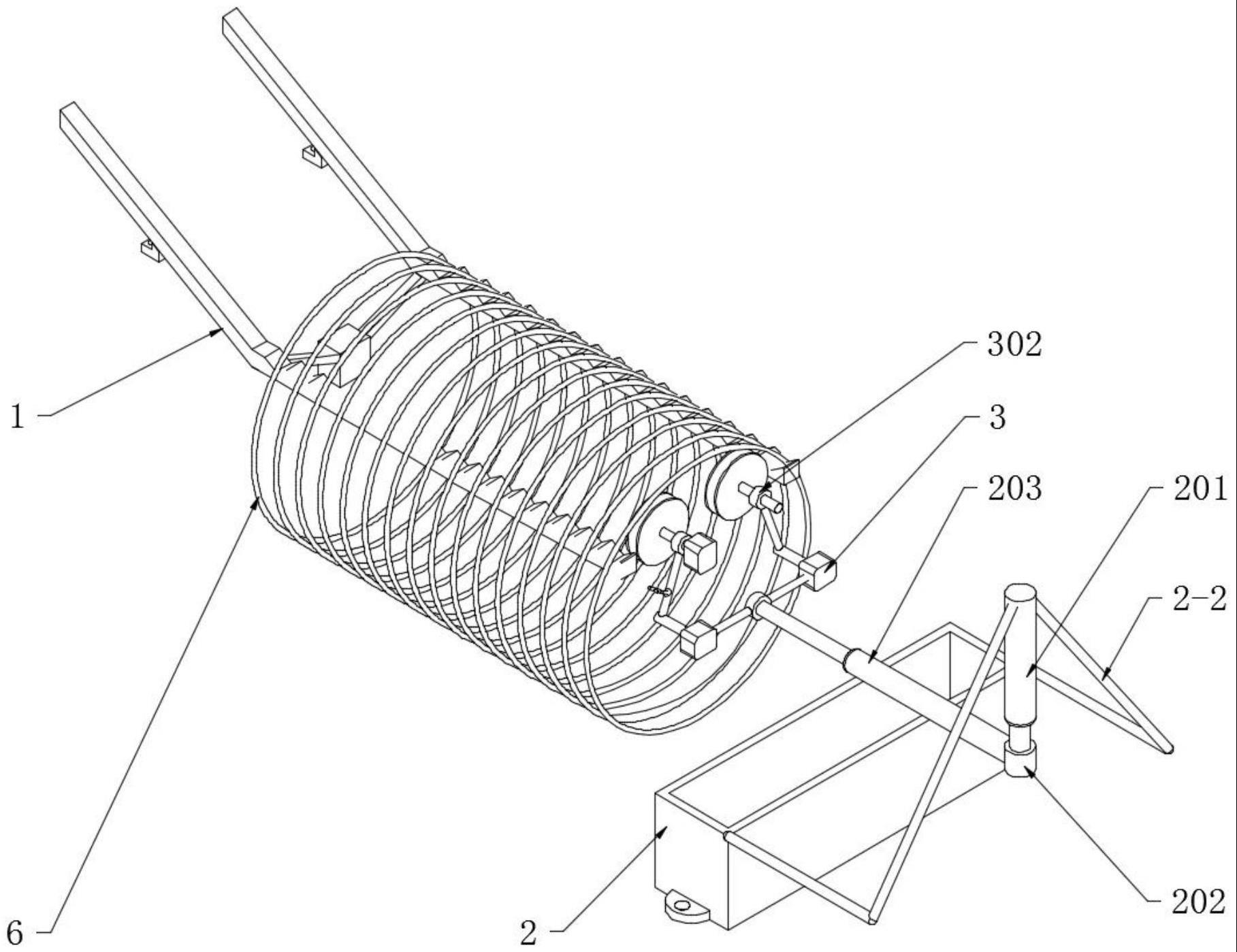
30.图1是本实用新型的工作状态示意图;
31.图2是本实用新型的第一结构视图;
32.图3是本实用新型的第二结构视图;
33.图4是上述图2中“a”的局部放大图。
34.附图标记说明
35.1、置物架;1-1、第一安装法兰;1-2、第一支架;101、置物槽;102、振动电机;2、电镀槽;2-1、第二安装法兰;2-2、第二支架;201、第一气缸;202、第一连接件;203、第二气缸;204、第二连接件;205、支杆;3、步进电机;301、连杆;302、限位环;303、转轴;304、传动辊;4、输电线;401、接电端子;5、传动电机;6、待加工环形切割线。
具体实施方式
36.以下,参照附图对成为本实用新型的一个实施方式的一种用于环形切割线的电镀设备进行说明。
37.请参照图1-图4所示,一种用于环形切割线的电镀设备,包括置物架1、电镀槽2和传送组件,置物架1用于放置待加工环形切割线6,电镀槽2用于对待加工环形切割线6进行电镀加工,传送组件用于将置物架1上的待加工环形切割线6位移至电镀槽2内进行加工;
38.电镀槽2设置于置物架1一端下方;
39.关于置物架1,数量设置为两个且平行设置,置物架1由第一置物杆和第二置物杆拼接而成,其拼接角度为110
°‑
150
°
;
40.第一置物杆下方固定设置有第一安装法兰1-1;
41.具体的,第一置物杆与第二置物杆均设置为截面为矩形的条状拉伸体;
42.置物槽101,嵌入设置于第二置物杆上表面,且呈线性阵列分布;
43.第一支架1-2,用于连接两个平行设置的置物架1,位于第一支架1-2中心处固定安装有振动电机102;
44.具体的,振动电机102工作,通过第一支架1-2带动两个置物架1振动,从而实现对于置物架1上的待加工环形切割线6的送料工作;
45.关于传送组件,传送组件包括:
46.第一气缸201,竖向设置于电镀槽2一侧上方,且与电镀槽2通过第二支架2-2固定连接;
47.第二气缸203,通过第一连接件202安装于第一气缸201伸缩杆的游离端,第二气缸203与第一气缸201输出轴线垂直;
48.支杆205,通过第二连接件204水平设置于第二气缸203伸缩杆的游离端;
49.步进电机3,数量设置为两个且分别安装于支杆205的两端,其输出端轴线与第二气缸203的输出轴线平行;
50.连杆301,设置为“l”型杆且与步进电机3输出端传动,连杆301远离步进电机3的端部设置有限位环302;
51.具体的,限位环302、步进电机3、连杆301相对于第二气缸203的轴线水平对称设置;
52.转轴303,数量为两个且分别转动安装于限位环302内部,每个转轴303远离第二气缸203的一端均转动设置有传动辊304,传动辊304外壁均设置有呈“v”型圆周扫掠的盲槽;
53.具体的,盲槽用于将待加工环形切割线6限位于传动辊304外壁;
54.传动电机5,安装于其中一个连杆301一侧,且与其对应的转轴303传动;
55.输电线4,设置于其中一个连杆301外壁,且输电线4外壁设置有电连接的接电端子401;
56.具体的,输电线4外壁套装有挠性管;
57.更为具体的,上述传送组件的工作原理如下:
58.s1:启动第二气缸203,带动其伸缩杆位移,从而带动连杆301和步进电机3位移,直至步进电机3位移至待加工环形切割线6内侧,即置物架1的内侧;
59.s2:通过同步器启动两个步进电机3,带动两个连杆301转动,从而带动两个传动辊304绕分别绕其对应的步进电机3做圆周位移,直至传动辊304接触待加工环形切割线6;
60.s3:两个传动辊304分别做圆周位移,从而改变环形切割线的形状,直至两个传动辊304均位移至其对应的置物架1上方,即,带动待加工环形切割线6脱离置物架1;
61.s4:启动第二气缸203,带动第二连接件204、支杆205、步进电机3、连杆301、限位环302和传动辊304组成的传动副位移,直至上述组件位移至电镀槽2上方;
62.s5:通过同步器启动两个步进电机3,带动两个连杆301转动,直至两个转动辊均位于步进电机3下方;
63.s6:启动第一气缸201,带动第二气缸203位移,从而带动上述传动副移动,直至传动辊304位移至电镀槽2内;
64.s7:将电镀组件的正负极分别接至电镀槽2与输电线4的接电端子401上,拨动输电线4至与环形切割线接触(输电线4外壁设置有挠性管);
65.s8:启动传动电机5,带动环形切割线位移,完成电镀;
66.上述元件之间的电连接关系、控制原理及控制方式可通过plc编程配合移动终端实现,源于现有技术,故不对其进行详细阐述。
67.通常使用状态
68.工作人员将本装置安装于工作位置,具体安装方式为通过第一安装法兰1-1将两个置物架1安装于工作平面,通过第二安装法兰2-1将电镀槽2安装于置物架1一端下方;
69.将若干待加工环形切割线6放置于置物架1上,通过振动电机102的振动完成上料,并通过传送组件将位于置物架1靠近电镀槽2一端的单个待加工环形切割线6位移至电镀槽2内,进行电镀加工;
70.震荡上料功能
71.由于置物架1倾斜设置,且两个置物架1之间固定安装有振动电机102,振动电机102振动,即可带动置物架1振动,从而带动置物架1上的若干待加工环形切割线6沿置物架1上的置物槽101进行步进位移,便于传送组件进行取料;
72.本装置通过多自由度、传动辊304位置可调节的传动副,实现对于待加工环形切割线6的自动送料加工,且可通过编程控制实现连续性的电镀加工,相较于现有技术的人工上下料,提升了电镀加工的加工效率,且工作人员仅需将待加工环形切割线6放置于置物架1上,并在加工完成后从传动辊304上取下,使用较为方便,减少人力损耗,自动化程度较高。
73.本实用新型不限于实施方式,只要不违背其宗旨就能够实施各种变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1