身体护理产品的制作方法
1.本发明涉及一种身体护理产品。
背景技术:
2.已经提出了一种身体护理产品,尤其是口腔卫生器件,例如牙缝刷、牙线器或牙刷或其他口腔卫生器件,其具有至少一个施用单元和至少一个与施用单元连接的手柄单元,该手柄单元具有至少一个材料手柄主体。
3.从de202020000613和wo2014/169398a1中已经口腔卫生器件。此外,从wo2021/081438a1和de102020100106a1中也已知口腔卫生器件。
技术实现要素:
4.本发明的目的尤其是提供一种在可制造性、舒适性和环保性方面具有改进特性的通用装置。根据本发明,该目的通过权利要求1的特征来实现,而本发明的有利的设计方案和改进方案可以从从属权利要求中获得。
5.本发明涉及一种身体护理产品,尤其是诸如牙缝刷、牙线器或牙刷之类的口腔卫生器件或其他口腔卫生器件,其具有至少一个施用单元和至少一个与施用单元连接的手柄单元,该材料手柄主体具有至少一个材料手柄主体。
6.提出的是,手柄单元的材料手柄主体和/或施用单元至少部分地、尤其至少在很大程度上由纸材料组成。
7.优选地,纸材料尤其由纤维组成,其中,尤其存在不同的加工可能性。纸材料还可以被处理。纸材料可以被涂覆,例如尤其被涂漆,例如涂覆有用于改善在连接时的连接和/或用于改善耐水性的漆,和/或被浸湿。纸材料可以尤其以扁平形式、以块形式或以液体形式至纸板形形式和/或稠度存在,其中,从形状出发,各种加工都是可能的。以扁平形式,纸材料可以被卷绕、分层、压制、层压、开槽、压花、折叠、冲压和/或粒化,即尤其是粗粒化或细粒化。为了连接,纸材料可以被粘合,其中,可能需要制备步骤,例如粒化等,被焊接,例如尤其借助超声波焊接、密封(热或冷)或层压等。为了连接,可能会在纸材料上需要特殊层来建立连接。连接可以利用纸材料或本文件中提到的其他材料或材质制成。以块形式,纸材料可以被权威认证,例如研磨、钻孔或冲压。以液体形式,纸材料可以被注射或注塑,例如尤其借助纸注塑或纸注射。这里,纸材料尤其类似于注塑工艺在空腔中形成。然后,对铸件进行硬化或干燥。在纸注塑的情况下,尤其也可以设想对其他部件或材料的注塑,例如用纸包覆成型的塑料。替代地,也可以将塑料部件注塑到纸材料上。总之,身体护理产品的产品结构可以是各种类型的,例如尤其完全由纸材料制成,或者在混合技术中,例如由纸材料与塑料制成,尤其例如具有可互换的头和/或具有纸制的手柄单元和塑料制的施用单元。与纸的其他材料组合可以是如所提到的塑料和/或金属和/或有机材料如木材、竹子和/或无机材料如石头、玻璃等。
8.通过根据本发明的身体护理产品的设计,可以提供身体护理产品在人体工程学和
可制造性方面的有利特性。可以尤其提供有利地环保的身体护理产品。可以尤其实现身体护理产品的有利地简单处置。
9.身体护理产品尤其由口腔卫生器件形成。“口腔卫生器件”应尤其理解为牙刷和/或牙缝清洁器,尤其是牙缝刷,和/或牙线器和/或舌头清洁器和/或牙签。有利地,口腔卫生器件构成为牙刷,尤其是手动牙刷,牙缝刷和/或牙线器。替代地,口腔卫生器件可以由电动牙刷形成。在此,口腔卫生器件可以在构成为牙刷的情况下尤其是一次性牙刷(用于一次性使用)、可多次使用的牙刷(用于多次使用)或可互换头牙刷。然而,口腔卫生器件通常也可以由刷产品形成。“身体护理产品”应尤其理解为口腔卫生刷和/或化妆刷和/或发刷和/或家用刷。作为口腔卫生刷,例如可以设想手动牙刷例如可多次使用的牙刷、可互换头牙刷、一次性牙刷或单簇刷、电动牙刷,例如混合牙刷、牙缝清洁器,尤其是具有旋入刷毛,以注塑形式或作为牙线器,可以设想舌头清洁器和/或牙线。作为身体护理产品,尤其是化妆刷,例如可以设想睫毛膏刷、指甲油刷、面部刷、涂抹器,尤其是染发剂涂抹器、按摩器、化妆笔、剃须刷和/或湿剃须刀或其他身体护理产品。作为家用刷,例如可以设想洗涤刷、地板刮水器和/或扫帚。
10.在构成为牙刷的情况下尤其可以设想的是,施用单元由基体和安装有刷毛和/或替代清洁元件的刷毛板组成。此外,施用单元可以由基体组成,该基体用刷毛包覆成型。优选地,身体护理产品由具有刷毛的施用单元和手柄单元组成,其中,施用单元尤其具有颈部件,该颈部件将施用单元与手柄单元连接。所有子元件可以由至少一个硬组分和/或一个或多个软组分组成。
11.身体护理产品尤其具有纵向轴线,该纵向轴线有利地布置成至少基本上平行于身体护理产品的主延伸方向。优选地,纵向轴线至少分段地在身体护理产品内延伸并且尤其延伸通过其重心。尤其地,身体护理产品的纵向轴线是身体护理产品的中心轴线和/或手柄单元的中心轴线。在这里,物体的“中心轴线”应尤其理解为这样的假想轴线,该假想轴线在物体内平行于物体的主延伸方向伸展并且与物体在至多两个点相交。在此,“至少基本上平行”应尤其理解为一方向相对于参考方向尤其是在一平面内的取向,其中,该方向相对于该参考方向具有尤其小于8
°
、有利地小于5
°
并且特别有利地小于2
°
的偏差。在这里,物体的“主延伸方向”应尤其理解为这样的方向,该方向平行于恰好完全包围物体的最小假想长方体的最长边。在本上下文中,物体的“主延伸”应尤其理解为恰好完全包围物体的最小假想长方体的最长边的延伸。
12.有利地,施用单元具有至少一个清洁区域,该清洁区域设置用于牙齿清洁施用,尤其在使用者的口腔中。优选地,清洁区域包括至少一个清洁单元。清洁单元可以包括刷头,有利地是牙刷头,其优选具有多个刷毛和/或刷毛束和/或注塑清洁元件或注塑刷毛和/或软弹性清洁元件。替代地或附加地,清洁单元也可以构成为牙缝刷和/或单个簇(例如,单个大刷毛束)和/或用牙线和/或牙缝带、优选牙缝条或牙缝带张紧的拱形件,尤其是牙线器等。此外,施用单元有利地至少具有颈部和/或弓形元件,其优选与清洁区域尤其直接和/或单件式连接。“单件式”应尤其理解为至少以材料配合方式连接,例如通过连接工艺如焊接工艺、密封工艺、粘合工艺、注塑工艺和/或由本领域技术人员认为合理的其他工艺,和/或理解为有利地形成为一件,例如通过由一个铸件制造和/或通过采用单组件或多组件注塑工艺来制造并且有利地由单个坯件制造。“设置”应尤其理解为专门设计和/或配备。一物体
设置用于特定功能应理解为该物体在至少一个应用和/或操作状态下履行和/或执行该特定功能。
13.优选地,手柄单元具有至少一个手柄元件,该手柄元件有利地设置用于用一只手保持。可以设想的是,手柄元件至少区域地定制和/或构成有凹表面区域和/或凸表面区域。这有利地允许牢固保持并优化了人体工程学。特别优选地,手柄元件构成为细长的,其中,有利地,手柄元件的纵向轴线对应于身体护理产品的纵向轴线。手柄元件至少部分地、尤其完全地由至少一种纸材料构成。替代地或附加地,手柄元件和/或手柄单元可以至少部分地由硬组分和/或由一个或多个软组分构成。优选地,材料手柄主体至少在很大程度上、尤其完全地由至少一种纸材料构成。尤其地,手柄元件有利地包括至少一个拇指手柄区域和/或至少一个手柄区域。有利地,拇指手柄区域布置在身体护理产品的前侧上并且尤其布置在手柄元件的前侧上。可以设想的是,拇指手柄区域和/或手柄区域具有由至少一种纸材料、至少一种软组分和/或至少一种硬组分制成的至少一个元件和/或表面结构。
14.为了制造而使用的由借助注塑而加工的硬组分和/或软组分构成的塑料可以尤其分类如下:
15.·
常规材料:材料,基本上新材料,其主要以石油为基础。
16.·
可持续材料:如以下列举且后面所述,优选生物基、可降解和/或可回收。
17.o生物基材料:尤其是由多于60%、优选多于80%并且特别优选100%可再生原料制成的材料。生物基材料的另一个可能的附加特性尤其是生物基材料是可生物降解的。优选地,这些材料不基于诸如尤其玉米等的食物。
18.o可生物降解材料:根据现行标准可生物降解的材料。对此尤其包括可堆肥性(工业或非工业)。在这里,由可再生原料制成的材料可以具有这种性质。
19.o回收材料:来自回收过程的材料,如消费后回收材料、工业后回收材料、海洋废塑料或社会塑料。
20.使用的材料可以是可回收材料。对于可回收材料,有利地存在使用后的回收可能性。
21.在本公开的范围内,可以考虑由本领域技术人员适当组合和/或选择的几乎任何的硬组分和软组分。作为硬组分,例如可以考虑苯乙烯聚合物,如苯乙烯-丙烯腈(san)、聚苯乙烯(ps)、丙烯腈-丁二烯(abs)、苯乙烯-甲基丙烯酸甲酯(smma)、苯乙烯丁二烯(sb)等。此外,硬组分可以包括聚烯烃,如聚丙烯(pp)、聚乙烯(pe)等、尤其是也以高密度聚乙烯(hdpe)或低密度聚乙烯(ldpe)的形式。此外,可以考虑聚酯,如聚对苯二甲酸乙二醇酯(pet)、尤其是以酸改性的聚对苯二甲酸乙二酯(peta)或乙二醇改性的聚乙烯对苯二甲酸乙二酸酯(petg)形式、聚对苯二甲酸丁二醇酯(pbt)、酸改性的聚对苯二甲酸环己烯二甲基酯(pct-a)、乙二醇改性的聚亚环己烯对苯二甲酸二甲酯(pct-g)等。此外,可以设想使用纤维素衍生物,如乙酸纤维素(ca)、乙酰丁酸纤维素(cab)、丙酸纤维素(cp)、乙酸邻苯二甲酸纤维素(cap)、丁酸纤维素(cb)等。此外,硬组分可以包括例如聚酰胺(pa)、如pa 6.6、pa 6.10、pa 6.12等、聚甲基丙烯酸甲酯(pmma)、聚碳酸酯(pc)、聚甲醛(pom)、聚氯乙烯(pvc)、聚氨酯(pur)、聚酰胺(pa)等。尤其地,聚乙烯(pe)和/或聚氨酯(pu)可以用作硬组分和/或软组分。尤其地,硬组分具有至少1000n/mm2并且有利地至少1300n/mm2和/或至多2400n/mm2并且有利地至多1800n/mm2的弹性模量。作为硬组分,优选使用聚丙烯(pp)。至少在硬组分
下命名的某些材料可以是可持续材料。尤其地,具有纤维素含量的材料至少部分地是生物基的。
22.有利地,硬组分用于稳定的和/或结构承载的元件,尤其是在手柄元件中和/或在施用单元和/或紧固单元等的载体元件中。有利地,可以设想的是,所使用的硬组分和所使用的软组分具有不同颜色,从而可以借助基体和软元件的合适设计来实现表面结构、铭文、图案等。
23.作为软组分,例如可以考虑热塑性苯乙烯弹性体(tpe-s)、如苯乙烯-乙烯-丁烯-苯乙烯共聚物(sebs)、苯乙烯-丁二烯-苯乙烯共聚物(sbs)等。此外,可以考虑使用热塑性聚氨酯弹性体(tpe-u)、热塑性聚酰胺弹性体(tpe-a)、热可塑性聚烯烃弹性体(tpe-o)、热塑性聚酯弹性体(tpe-e)等。此外,软组分可以包括例如至少一种硅树脂。有利地,软组分具有至多90、有利地至多50并且特别有利地至多30的肖氏a硬度。优选地,至少一个软组分与至少一个硬组分、尤其是在至少一个双组分和/或多组分注塑中有利地借助至少一种过多注塑和/或包覆成型形成至少一个材料配合。软组分下提到的材料可以是可持续材料。硬组分、软组分或注塑刷毛材料不与纸材料形成材料配合。
24.身体护理产品在构成为牙刷的情况下尤其具有前侧和后侧,该前侧和该后侧尤其彼此背离地布置。优选地,施用单元的清洁区域布置在身体护理产品的前侧上。前侧尤其是身体护理产品的在垂直于身体护理产品的纵向轴线和垂直于身体护理产品的宽度轴线的观察方向上可见的一侧。刷的由拇指放置其上的一侧尤其被称为身体护理产品的前侧。前侧通常也是刷毛区域指向的一侧。后侧有利地对应于身体护理产品的在与后侧相对的观察方向上可见的一侧。牙刷的与刷毛区域相对的一侧被称为身体护理产品的后侧。当垂直地观察身体护理产品的前侧时位于左侧的一侧尤其被称为身体护理产品的左侧。当垂直地观察身体护理产品的前侧时位于右侧的一侧尤其被称为身体护理产品的右侧。身体护理产品的其上布置有清洁区域的端部尤其被称为上侧。身体护理产品的与上侧相对的最靠近手柄区域的端部尤其被称为下侧。
25.此外,提出的是,至少一个施用单元在身体护理产品构成为牙刷的情况下具有刷头,尤其是牙刷头。施用单元有利地具有至少一个具有刷毛的清洁单元,尤其是牙刷头。清洁单元还有利地具有至少一个刷毛载体,例如刷头基体。至少一些或全部刷毛有利地是常规挤出的刷毛。在此,刷毛可以尤其包括至少一个硬组分和/或至少一个软组分。优选地,刷毛至少部分或全部由聚酰胺(pa)和/或聚酯(pbt、pet、ptt)制成,其中,可以设想任何其他材料(如列出的硬组分),并且在本文中列出的可持续材料(如pla)也是可能的。此外,可以设想的是,至少一些刷毛在使用侧端部上具有尖锐化和/或可变横截面。优选地,刷毛由单一材料构成,尤其也由混合材料构成。然而,也可以设想具有多个组分的刷毛,这些刷毛可以尤其借助至少一种共挤出而可制造和/或制造。刷毛可以例如借助挤出、修剪和/或后处理而可制造和/或制造。与借助注塑而制造的注塑刷毛或橡胶弹性按摩和清洁元件不同,常规刷毛被挤出、切割、加工并且在牙刷手柄上借助适配方法来使用,例如借助锚冲方法或无锚方法。
26.尤其地,可以考虑具有圆形横截面的圆柱形或尖锐化刷毛,其中,可以设想任何其他横截面,如多边形、三角形、矩形、正方形、椭圆形、星形、梯形、十字形、平行四边形、菱形或任何其他横截面。尤其地,可以使用刷毛束中的不同刷毛,也可以使用不同刷毛束,尤其
是各自具有特定类型的刷毛的刷毛束。在此,刷毛和/或刷毛束可以有规则地布置,但也可以不规则地布置。尤其地,成组和/或相邻布置的刷毛和/或刷毛束可以在至少一个特征、例如长度、直径、材料、颜色、材料硬度、几何形状、尖锐化等方面不同,尤其交替地不同。优选地,刷毛具有至少0.075mm和/或至多0.25mm的直径,尤其是垂直于其纵向轴线的直径。有利地,刷毛具有至少0.002mm2和/或至多0.2mm2的横截面积,尤其是垂直于其纵向轴线的横截面积。在美容领域中使用的刷毛、例如附加施用元件的刷毛的情况下,也可以使用较薄的刷毛和/或具有较小横截面的刷毛,尤其是具有至少0.025mm和/或至多0.2mm的直径、尤其是垂直于其纵向轴线的直径、和/或具有至少0.001mm2和/或至多0.15mm2的横截面积、尤其是垂直于其纵向轴线的横截面积的刷毛。在尖锐化刷毛的情况下,聚酯(例如,pbt、pet、ptt)尤其适合作为材料,其中,可持续材料也是可能的,其中,可以机械地和/或化学地产生尖锐化。然而,也可以设想其他材料。优选地,刷毛在纵向方向上是直的,但是也可以在纵向方向上设想波纹状的和/或钻孔的和/或螺旋形的和/或旋转的刷毛,以及尤其也可以设想不同刷毛的组合。此外,可以设想具有光滑表面的刷毛,以及可以设想具有结构化和/或纹理化表面的刷毛。
27.此外,刷毛,尤其是作为刷毛束,优选借助至少一种锚冲方法或无锚定方法等进行处理,尤其是紧固在刷毛载体上。优选地,刷毛载体具有多个、尤其是钻孔和/或采用注塑方法成形的刷毛收纳部,尤其是用于刷毛束的孔。在锚冲的情况下,例如可以设想的是,首先,基体,尤其是硬组分制的基体,优选刷头的基体,借助注塑来制成,其中,有利地,用于刷毛束的盲孔在注塑时成形。然而,当然也可以设想后续的盲孔钻孔。优选地,然后刷毛或刷毛束被折叠并借助至少一个锚定件被紧固在各盲孔中,尤其借助冲压。也可以设想环形冲压。
28.替代地,如前所述,也可以设想无锚方法,其中,有利地不折叠刷毛或刷毛束。在这种情况下,刷毛或刷毛束具有与锚冲件相比约一半的长度。例如,在此可以设想的是,刷毛束可以首先单独熔融和/或其刷毛端部尤其然后例如包覆成型以用于其紧固或借助刷头的材料压实来固定。在此,刷毛束可以有利地拼装。
29.此外,可以设想的是,施用单元由基体和刷毛板组成,该刷毛板配备有刷毛和/或替代清洁元件。为此,首先借助注塑制造具有通孔的刷毛板,然后引导刷毛通过这些通孔。优选地,刷毛然后在后侧上至少成束地连接,尤其是熔融,优选相互连接和/或与相应刷毛板连接。以这种方式刷毛化的刷毛板可以然后与基体、尤其是刷头连接,例如焊接、密封和/或粘合、机械连接,借助铆接、填缝,优选借助超声波焊接。为此,基体、尤其是刷头优选具有凹槽,刷毛板可以插入到该凹槽中。替代地,刷毛板也可以搁置在基体的表面上。在本上下文中,作为已知的制造方法可以提到无锚簇绒方法,该无锚簇绒方法尤其能够实现刷毛束的拼装。刷毛板的下侧尤其是指位于基体的凹槽中或基体上并且朝身体护理产品的背侧方向指向的侧部。因此,刷毛板的上侧朝身体护理产品的前侧方向指向。基体可以由可持续材料或纸材料制的硬组分组成。
30.替代地,刷毛板可以由纸材料或纤维或纸浆或木材的材料制成。纸材料制的刷毛板在刷毛区域的外部设置有边缘区域,该边缘区域设置有诸如密封漆、胶水等连接器件,该连接器件能够将刷毛板与例如纸材料或硬组分或可持续材料制的手柄单元或基体密封。在这里,尤其地,所述边缘区域与手柄单元连接或与基体连接。此外,刷毛板的边缘区域也可以设置有有效的凸肩,从而在刷毛板的后侧构成凹槽,该凹槽确保的是,刷毛的熔融体不在
刷毛板的边缘上伸展或也不覆盖边缘区域。
31.纸材料或木材制的刷毛板借助合适方法由扁平纸或木料(如单板)形成。可能的方法例如是冲压、激光切割或切割。刷毛板的扁平区域具有0.1mm至3.0mm、优选0.3mm至2.0mm、特别优选0.5mm至1.5mm的厚度。
32.替代地,可以实现与刷毛/清洁元件一起制造的、优选单件式的刷毛板。在这里,所有都可以在一个注塑过程中制造。优选地,为此使用注塑刷毛材料。此外,还可以使用硬组分和/或软组分。该刷毛板也可以再次利用上述最多样化的连接技术与基体连接,例如借助粘合、密封、焊接、填缝、铆接。
33.替代地,可以设置没有刷毛板的刷毛化元件的制造。该元件的制造或刷毛化与所配备的刷毛板的制造类似。刷毛以必要的构造来提供并且在其端部上熔融。在这种情况下,熔融必须使得在所有刷毛束和任何另外的元件上构成刷毛组分制的熔融毯。然后将刷毛化的元件安装在刷体/基体上。在此,该元件未配备有刷毛板,但其本身在熔融毯上是稳定的。熔融毯形成一个平面并因此用作用于与基体连接的基础。该元件也可以再次利用上述最多样化的连接技术与基体连接,例如借助粘合、密封、焊接、填缝、铆接。在此,基体可以设置有凹槽,使得熔融毯可以以沉降方式紧固在该凹槽中。然而,原则上也可以设想直接紧固在表面上。
34.代替刷毛板,也可以将刷毛/清洁元件直接注塑在基体上。因此,纸材料制的基体也将直接包覆成型。
35.作为无锚刷毛化的其他方法可以考虑具有用于刷毛的通孔的刷头的制造,尤其是注塑。然后,刷毛可以被引导通过通孔并在后侧上熔融,尤其是相互熔融和/或与刷头熔融。优选地,然后进行熔融区域和/或刷头的过多注塑,尤其是利用至少一个软组分。
36.作为单独刷毛板的替代方案,刷头构成为纸材料或木材制的基体或材料手柄主体的一部分或与其单件式连接。类似地,刷头也在该变型例中设置有通孔。在这种情况下,刷毛也可以被引导通过通孔并且在后侧上至少成束地熔融,尤其是相互熔融和/或与刷头熔融。刷头的熔融区域或后侧可以然后通过以下方式利用纸材料制的覆盖元件来封闭或覆盖,即覆盖元件与刷头连接。对此,可以再次考虑上述连接技术。
37.此外,可以设想的是,首先具有盲孔的刷头可以例如借助注塑和/或借助盲孔的钻孔和/或借助切割/冲压来制造。在这种情况下,刷毛尤其合并成束并且在一端部上熔融和/或以其他方式连接。然后刷头被加热和/或用水或蒸汽润湿。然后,刷毛束可以有利地在连接侧被导入到盲孔中并且借助对刷头的按压或压缩来锚定。在此,尤其地,加热的和/或润湿的盲孔或刷头变形或压缩,使得刷毛束被锚定在其中。同时,刷头也可能会变形。这种方法可以用于硬组分,优选借助附加的润湿,但也可以用于纸材料或木材。
38.用于使刷头刷毛化的另一种可能方法是旋入,其中,产生圆柱形刷。在此,例如刷毛或丝线从卷材被供给,其中,尤其多个刷毛/丝线股卷绕在卷材上。对于机器进给,分别偏置多个卷材,因为刷中的每个刷毛/丝线对应于一个刷毛/丝线股。替代地,刷毛可以从先前切割的刷毛卡盘中被移除。刷毛/丝线在宽度上正确地展开,使刷毛/丝线具有将其导入到刷中的宽度。刷毛/丝线如此被预拉,使得它们然后对于下一步骤是独立的,即金属丝可以在其上方被引导。然后,金属丝从卷材上被供给到机器,即被开卷并被导入到该过程中。将金属丝切割到比旋入刷的开卷长度更大的长度,刷毛/丝线的最终修剪在旋入后进行。将金
属丝弯曲成u形,从而可以将开口侧然后推到刷毛/丝线上以穿过刷毛。将金属丝保持在u形件的底部上。然后夹住开口的金属丝端部,从而使刷毛/丝线保持在金属丝件之间。刷毛/丝线被切割到比刷中的端部长度更大的长度,以便然后当旋入刷毛/丝线时可以正确地切割刷。金属丝被旋转,使得刷毛/丝线被夹紧在金属丝之间并因此被固定。在刷毛/丝线被固定在金属丝中之后,将它们切割到正确的长度并成型。在刷部件制成之后,将多余的金属丝切掉。
39.优选地,在注塑时、尤其是在双组分和/或多组分注塑时的注塑刷毛的材料不与身体护理产品的其它软组分和/或硬组分和/或纸材料和/或木材和/或其它材料进行材料配合。优选地,更确切地说,注塑刷毛借助形状配合件、例如借助基体或刷头上的至少一个底切部和/或至少一个切口和/或借助至少一个至少部分包覆成型件与软组分和/或硬组分连接,其中,尤其可以设想萎缩连接和/或收缩连接。然而,也可以设想借助至少一个材料配合件尤其是与仿射或相容的塑料材料或塑料组分的连接。
40.对于所有提到的可能的注塑工艺,原则上可以设想单组分、双组分和/或多组分注塑。所使用的材料、尤其是不同软组分和/或硬组分和/或注塑刷毛材料,可以在此如上所述以材料配合和/或形状配合方式连接。也可以设想借助合适的注塑步骤构成铰接的或可移动的或柔性的连接件。原则上例如可以考虑热流道工艺、冷流道工艺和/或共注入工艺。
41.作为对配备有刷毛的刷头的替代方案或附加方案,施用单元也可以具有至少一个舌头清洁器和/或至少一个替代的清洁元件和/或按摩元件。它们可以由软组分、硬组分或软组分和硬组分的组合构成和/或有利地借助注塑可制造和/或制造。
42.优选地,注塑刷毛至少部分且有利地完全由热塑性聚氨酯弹性体(tpe-u)构成。在此,可以设想使用改性聚氨酯弹性体(tpe-u),该改性聚氨酯弹性体(tpe-u)可以尤其在改善的流动特性和/或快速凝固、尤其是快速结晶方面有利地已在较高温度下进行改性。当然,也可以设想其他材料,例如热塑性聚酯弹性体(tpe-e)、热塑性聚酰胺弹性体(tpp-a)、聚乙烯(pe),例如以低密度聚乙烯(ldpe)或线性低密度聚乙烯(lldpe)的形式等。注塑刷毛材料有利地具有至少0并且特别有利地至少30和/或至多100并且有利地至多80的肖氏d硬度。尤其地,注塑刷毛材料的肖氏硬度有利地高于所使用的其他软组分、例如用于手柄元件、按摩元件、其他清洁元件等的软组分的肖氏强度。用于制造注塑刷毛的材料可以是可持续材料。
43.原则上,还可以设想使用水溶性聚合物,例如用于身体护理产品的硬组分、软组分、注塑刷毛、舌头清洁剂或其他元件。
44.同样,生物塑料可以用于硬组分、软组分和/或注塑刷毛材料,生物塑料可以尤其从可再生原料获得,是可生物降解的,尤其可堆肥的,和/或可以由回收的和/或可回收的材料组成。优选地,该材料尤其由塑料形成。优选地,可生物降解的、尤其可堆肥的、和/或回收的和/或可回收的材料由生物塑料形成,尤其由基于可再生原料的塑料和/或由可生物降解的塑料形成。因此,该材料可以尤其是基于化石和可生物降解的,例如pvoh、pcl、pbat、pet或pbs,基于可再生原料并且是可生物降解的,例如pla、pha、玻璃纸或淀粉混合物,或者基于可再生原料并且是不能生物降解的,例如ca、bio-pe、bio-pp、bio-pa、bio-pet。可以设想由本领域技术人员认为合理的各种生物塑料,例如淀粉基生物塑料、纤维素基生物塑料,聚羟基链烷酸酯,例如聚羟基丁酸(phb)、聚乳酸(pla)、脂肪族和/或芳族共聚酯,或其他生物
塑料,例如木质素基生物塑料。优选地,施用单元或手柄单元在很大程度上由可生物降解的、尤其可堆肥的和/或可回收的材料组成。优选地,身体护理产品仅由一种组分组成。尤其地,身体护理产品具有硬组分。施用单元或手柄单元的材料手柄主体可以至少部分地由硬组分组成。硬组分和/或软组分和/或注塑刷毛材料有利地由生物塑料组成,该生物塑料可以尤其从可再生原料获得。作为原料,可以在此尤其考虑玉米、大麻、糖、蓖麻油、棕榈油、土豆、小麦、甘蔗、橡胶、木材、蓖麻植物、蓖麻豆等。相应的可能的原料可以例如是纤维素、淀粉、乳酸(pla)、葡萄糖、几丁质、壳聚糖等,可以尤其从这些原料合成相应的生物塑料。
45.此外,也可以设想使用可持续牙线,例如尤其是由上述可持续材料例如可再生材料如纤维素、有机材料如天然丝线等制成的牙线。此外,也可以设想使用上述用于刷毛/丝线、例如由纤维素制成的刷毛/丝线的可持续材料。此外,也可以设想使用上述用于塑料薄膜的可持续材料,尤其是代替或结合用于牙线器或其他应用的纸材料,例如尤其是pla薄膜。薄膜尤其用作与纸材料的层压材料,也就是说,薄膜在一定程度上形成纸材料的涂层。
46.此外,设想的是,在身体护理产品上设置分离辅助件和/或预定断裂点,在该分离辅助件和/或预定断裂点处,身体护理产品可以被拆开以进行处置,使用或不使用简单辅助器件(例如剪刀、刀、螺丝线刀等)分开或分离,使得各种组分或材料可以至少部分地按类别被分离以进行处置。例如,可以例如在待分离的层、穿孔、可移除的凸肩之间例如实现抓握片,通过这些抓握片可以分离材料或层。替代地或附加地,可以设置未连接、未密封或未焊接的部段用于分离。此外,可以设置支撑穿孔,例如用于分离刷和纸,尤其是在牙缝刷或牙线器中。优选地,尤其在身体护理产品上设置分离辅助件,例如尤其是拉片、抓握片和/或穿孔。
47.身体护理产品的子区域或元件的剥离或材料的至少部分分离(例如施用单元与手柄部分的分离;注塑刷毛或刷毛板与头部分的分离;牙线与手柄部分的分离;旋入刷毛与手柄部分的分离)仅设置一次(例如用于材料的分离处置)。优选不设置分离元件的重新连接。
[0048]“至少在很大程度上”应尤其理解为手柄单元的材料手柄主体和/或施用单元的材料的至少一个主成分是纸材料。优选地,手柄单元的材料手柄主体和/或施用单元的至少50重量%(重量百分比)、优选至少70重量%并且特别优选至少90重量%由纸材料组成。特别优选地,手柄单元的材料手柄主体和/或施用单元完全由纸材料组成。此外,在本上下文,“纸材料”应尤其理解为优选扁平的材料,其主要由纤维、优选植物来源组成。该材料优选通过将纤维悬浮物在筛网上脱水而形成。所产生的纤维网然后尤其被压实并被干燥。优选地,该材料由纸浆、木浆和/或废纸制成。
[0049]
在这里,该材料可以构成为单片层或多片层。多片层纸材料由多片层不同厚度和/或不同特性的纸和/或至少部分地由不同材料组成。优选地,多片层纸可以构成一个层,其中主体可以由一个或多个层组成。在这里,外片层可以具有与内片层不同的拒水特性。外片层可以具有与内片层不同的颜色。单片层或所有片层可以基本上由原始纤维或初级纤维组成。单片层或所有片层可以基本上由二级纤维组成。纸材料可以具有多达15片层,优选达12片层并且特别优选具有2片层和10片层之间。在这里,这些片层可以通过粘合或压合、尤其是在不使用粘合剂的情况下制造。
[0050]
制成的身体护理产品可以至少在各个区域中由多层纸材料形成。例如,可以形成2个层、3个层、4个层、5个层或6个层。片层数会相应地相乘。
[0051]
纸材料的克重尤其在50g/m2和1000g/m2之间,优选在150g/m2和600g/m2之间。根据din6730,可以根据克数来区分不同的纸材料。因此,225g/m2以下称为纸,而从225g/m2起称为纸板。口头上讲,250g/m2以下称为纸,从150g/m2到600g/m2称为纸盒,从500g/m2起称为纸板。对于纸盒,例如可以设想实心纸板或瓦楞纸板。尤其地,纸盒有各种变体,尤其是也在回收基础上。优选地,纸材料,尤其是在纸盒的情况下,特别优选在实心纸板的情况下,由原始纤维和/或二级纤维组成。在这里,原始纤维或初级纤维由新材料例如fsc木材形成。二级纤维尤其由回收纸或回收纸盒形成。替代地或附加地,也可以设想另外的填充物,例如草纸用的草。纸由纤维材料制成,如今纤维材料主要从原料木材中获得。尤其也存在不含木材的纤维素的可能性。然而,纸材料的优选基础是基于木材的纤维素或纸浆。可能的基本木材种类例如是杨树、山毛榉、云杉、松树或桉树。替代地,纸材料也可以从草、竹子或纸莎草中获得。最重要的纤维材料是纸浆、木浆和废纸浆。由于印刷机黑墨的原因,某些废纸可能不太适合用于口腔卫生。除了纤维材料或纤维材料混合物之外,该材料通常还可以含有填料和另外的添加剂。纸材料作为整体或至少单独的片层可以具有至少80%的再循环部分,其中,纸材料作为整个或至少单独的片层可以包含一部分初级纤维。通过使用新材料或初级纤维,纸材料的特性可以保持在较窄的范围内并且还可以实现更好的撕裂强度并由此实现稳定性。可以设想由本领域技术人员认为合理的各种纸材料。此外,可以设想的是,纸材料被涂覆,即以涂布方式被涂覆或未涂覆,和/或被结构化,例如通过3d轮廓。借助结构化和/或涂布,可以尤其改善身体护理产品的抓握性。尤其地,结构化既可以在纸材料本身中实现,例如通过表面处理和/或压花,也可以在印刷中实现。优选地,纸材料的制造是在没有除注塑工艺或挤出工艺之外的纤维注射或纤维注塑的情况下进行,该纤维注射或纤维注塑是在与热塑性塑料的加工相比更低的温度或更低的压力下进行。温度在最大200℃的范围内,并且压力在10bar和40bar之间,优选在20bar和35bar之间。尤其地,在纸材料的制造中不涉及热塑性塑料的熔融工艺。
[0052]
纸材料可以尤其以由本领域技术人员认为合理的各种方式来提供,例如尤其以片材形式、以坯材形式、以卷材形式、以块形式或作为颗粒或基材。在这里,块可以例如由纸盒材料组成并且例如设置用于权威认证,例如研磨。
[0053]
纸材料可以依赖于应用具有不同的密度或厚度。例如,可能的克数是330g/m2的纸盒,尤其是将这样的纸盒两次连接例如焊接、层压等,用于牙线器或牙缝刷。当连接多个片材或层时,每层的可能的密度或厚度可以是150g/m2至650g/m2,优选250g/m2至500g/m2,特别优选300g/m2至400g/m2。对于使用扁平纸材料层的口腔卫生产品(例如,用于牙线器或牙缝刷),优选使用至少2层纸材料。然而,也可以使用2层、3层、4层或5层纸材料。这些层可以具有不同的克数和纸材料。这些层可以具有塑料薄膜。优选地,塑料薄膜在两侧由纸材料层覆盖。这些层可以通过折叠扁平纸材料来生成。可以生成两个或多个折叠。这些折叠可以是连续的或卷绕的或侧部分别交替地更换(手风琴)。
[0054]
对于使用卷绕的纸材料层的口腔卫生产品,例如牙刷、牙缝刷、湿式剃须刀等,利用卷材基本上通过卷绕的层的数量或绕转数来实现稳定性,从而例如也可以使用从40g/m2起的非常薄的纸。在卷绕时,优选使用5g/m2至150g/m2、优选250g/m2,10至80g/m2、特别优选20g/m2至50g/m2的密度或厚度。根据期望的卷绕直径,如果是期望的内腔直径和所用纸材料的密度或厚度,则调节卷绕的层数或绕转数。由此,产生从1至150层或绕转数,优选1至100
层或绕转数,特别优选1至80层或绕转数。也可以在卷绕时使用2片层、3片层、4片层或5片层的纸材料。这些片层可以具有不同的克数和纸材料。这些片层可以具有塑料薄膜。优选地,塑料薄膜在两侧由纸材料片层覆盖。卷绕可以是一种用纸材料带连续缠绕的方法。
[0055]
优选地,纸材料可以由不含木材的涂布纸盒形成。总之,纸材料的至少一个表面可以分别依赖于应用进行涂布、印刷、压花等。对于纸材料而言,尤其是高的撕裂强度和至少在应用方面高的防水性是有利的。撕裂强度在20n和100n之间,优选从30n到60n。
[0056]
为了测试纸材料的防水性或耐水性,可以对其进行浸渍测试。为此,将纸材料切割成预定的条,例如长度约为100mm,宽度约为30mm。从该条测量重量。然后将条浸入到调温的水浴中。水浴具有在人体温度范围内的温度并且相应地在36℃和38℃之间。将条在预定时间段内浸入50mm。时间段在5秒和180秒之间,180秒代表建议使用牙刷刷牙的时间。然后将条从水浴中取出并将水沥掉。沥掉后立即对条进行称重。在这里,重量差异显示了纸材料中吸收了多少水。在干纸材料和湿纸材料之间的重量差异依赖于多种因素。纸材料的结构、其涂层和处理、水温、切割表面的形状等都对这些值有贡献。
[0057]
最好的纸材料在浸泡于热量为36
°
至38
°
的水中60秒的情况下在浸泡后直接具有的吸水率从5%至12%,优选从6.5%至9.5%。
[0058]
身体护理产品的总重量的非纸部分小于10%,优选小于5%,最优选小于3%。非纸部分由例如塑料薄膜和/或牙线丝线/带和/或刷毛和/或注塑部件和/或金属部件如金属丝或金属锚组成。
[0059]
此外,可以尤其对纸材料进行附加处理以实现附加特性。例如,涂层可以以漆、粘合剂、用于防水的物理和/或化学处理或精加工形式设置在纸材料的表面上。
[0060]
此外,可以设想用于纸材料的填料。尤其可以设想不溶性填料和可溶性填料。可能的填料对于抗菌添加剂来说例如是银颗粒,用于改善耐水性的聚合物,例如在纸杯制造中,研磨剂(提高摩擦系数),例如如果在清洁单元中使用纸材料则改善清洁性能,或者如果纸材料用于手柄单元中则改善保持或触觉,和/或用于磁性纸的磁性颗粒,例如用于身体护理产品的保持或存放或固定。
[0061]
在使用中溶解的另外的填料可以是以下活性物质,它们被结合到相应的载体中并释放:
[0062]
(a)具有类似牙膏作用的活性物质:山梨醇、芳烃、水合二氧化硅、十二烷基硫酸钠、单氟磷酸钠、克雷廷、硫酸锌、三氯生、甘油、糖精钠、丙二醇、磷酸二钠、氧化铝、磷酸三钠、氟化钠、甜菜碱、二氧化钛、纤维素胶、焦磷酸四钠等;
[0063]
(b)具有抗菌作用的活性物质:碳酸氢钠、柠檬酸、磷酸、碳酸钠、碳酸钾、过硼酸钠、六偏磷酸钠、苯甲酸钠、硬脂酸钠等;
[0064]
c)通过染色牙齿表面的牙菌斑来表明刷牙成功的活性物质:葡萄糖、麦芽糊精、硬脂酸镁、香料、糖精、微晶纤维素等;
[0065]
d)调味的活性物质;
[0066]
e)散发气味的活性物质。
[0067]
相应的纸材料已经为人所知,例如,storaenso公司的饮水杯用的纸盒,它是食品安全的、防水的、可堆肥的和可印刷的。此外,已知有kotkamills公司制造的纸盒,该纸盒借助分散被做成防水的,并且仍然是完全可回收和可堆肥的。此外,已知有纸盒管。
[0068]
纸材料可以被预处理,例如精加工。在这里,“精加工”应理解为对纸材料的表面处理,例如这会使纸材料获得更高质量的压印。精加工可以在纸材料的印刷时、期间或之后被施加。精加工可以在纸材料与身体护理产品的其他元件的安装过程期间或之后被施加。精加工可以分别部分地在一个或多个位置处或甚至全面地被施加/实现。通过精加工可以例如实现金属效果、光学区别或产品标注。通过相应的涂层也可以实现纸材料的吸水性的降低。因此,纸材料或由其制造的身体护理产品也可以适用于多种用途。精加工可以例如是涂漆,在这里可以使用例如uv高光泽漆、纹理漆、软触漆或闪光漆。精加工也可以是至少部分施加的植绒。精加工可以是压花,例如银箔压花或全息压花。精加工可以是香味漆。作为预处理的另一种可能性,例如设置有纸材料的压花。
[0069]
优选地,材料手柄主体从片材、卷材或坯材被分层。此外,可以设想的是,至少两个层在加工之前被预处理、印刷或精加工(对此参见本文中的附加实施方案)。预处理、印刷、精加工只能涉及一个层。作为预处理,例如可以设想压花,目的是在最终产品的表面上产生结构。替代地或附加地,作为预处理,可以设想涂层。例如,每一层的内侧可以设置用于粘合,而外侧具有防潮保护。因此,每一层可以具有带有不同涂层的两个侧部。替代地或附加地,作为预处理,可以设想印刷。此外,可以设想的是,至少两个层在制造之后被后处理。作为后处理,例如可以设想涂层、印刷、施用单元的涂层和/或层压。优选地,施用单元直接与材料手柄主体连接。施用单元尤其插入在材料手柄主体的这些层之间并且与纸材料制的层一起连接,或者在层连接期间锚定在这些层之间。
[0070]
可以使用薄膜层压、薄膜遮盖和/或热薄膜压花。在这里,纸材料可以尤其由具有薄膜的多个片层制造。在这里,可以使用无光泽薄膜、光泽薄膜或结构薄膜。由此,表面变得尤其耐用。可以使用压花/压花薄膜印刷,在这里,尤其是平面压花或结构压花是可能的。层压或密封也可以用于精加工。
[0071]
此外,提出的是,手柄单元的材料手柄主体具有纸材料制的至少一个层,该层以卷绕方式构成。由此,可以尤其有利地制造材料手柄主体。可以尤其提供有利地稳定且易于制造的材料手柄主体。优选地,纸材料制的层围绕限定的卷绕轴线被卷起。卷绕轴线优选地平行于、尤其基本上同轴于手柄单元的纵向轴线伸展。尤其地,该层在制造材料手柄主体时被卷起。优选地,该层在最终状态下、尤其在制造之后构成卷材、尤其是圆柱形卷材。优选地,该层在垂直于手柄单元的纵向轴线的平面中至少分段地、尤其完全地具有螺旋形横截面。该层的最大表面尤其围绕手柄单元的纵向轴线延伸。也可以设想的是,该层、尤其是卷材内的层具有偏离螺旋的横截面。例如,可以设想的是,卷材内的层、尤其是芯中的层具有三角形横截面形状用于进一步加强。
[0072]
此外,提出的是,材料手柄主体的至少一个层被卷绕成圆柱形形状。由此,可以尤其有利地制造材料手柄主体。可以尤其提供有利地稳定且易于制造的材料手柄主体。可以尤其提供有利的手柄形状。优选地,材料手柄主体的至少一个层被卷绕成空心圆柱形形状。在这里,圆柱形形状可以尤其具有底边的不同于圆形的形状。例如,可以设想的是,圆柱形形状具有椭圆形、规则或不规则的n角形、例如三角形、4角形、5角形、6角形、7角形、8角形、正方形、矩形、梯形和/或菱形的底边。圆柱形的基本形状也可以具有凹形位置/元件。凹形位置可以在卷绕后借助压花来制造。也可以设想的是,材料手柄主体具有多个层,这些层一起被卷绕成圆柱形形状。在本上下文中,“圆柱形形状”应尤其理解为主体的形状,其具有两
个彼此相对的基本上相同成形的底边,这些底边通过侧面相互连接并使主体成形。优选地,材料手柄主体至少基本上具有圆柱体或空心圆柱体的形状。圆柱体也可以呈螺旋状旋转。在本上下文中,“至少基本上”应尤其理解为与预定值的偏离尤其是小于预定值的25%、优选小于预定值的10%并且特别优选小于预定值的5%。
[0073]
在这里,尤其可以设想由本领域技术人员认为合理的身体护理产品的各种设计。材料手柄主体可以尤其不仅由一个或多个纸材料片材和/或卷材以开卷方式制造和/或卷绕成由条或带构成的卷材。材料手柄主体的层可以例如借助粘合、密封、焊接和/或层压相互连接。此外,可以设想的是,至少一个层在加工之前被预处理。作为预处理,例如可以设想纸材料的至少部分压花,目的是在最终产品的表面上产生结构和/或在材料手柄主体中产生空腔。替代地或附加地,作为纸材料的预处理可以设想涂层。例如,纸材料的每一层的内侧可以设置用于粘合,而外侧具有防潮保护。因此,每一层可以具有带有不同处理或涂层的两个侧部。替代地或附加地,作为预处理可以设想印刷或精加工。此外,可以设想的是,至少一个层在制造之后被后处理。作为后处理,例如可以设想涂层、印刷和/或层压。替代地或附加地,作为后处理可以设想变形或压花,尤其借助压力和热量,例如用于抓握几何形状。
[0074]
优选地,纸材料既可以被卷绕成实心卷材或圆柱体,也可以被卷绕成空心卷材。在空心卷材的情况下,尤其还可以设想的是,卷材至少部分地另外填充有填充材料,例如散装材料和/或由纸材料或其他材料制成的芯。为了制造空心卷材,尤其是空心材料手柄主体,尤其以卷材的纸带形式的纸材料被开卷并一起形成为管或如上所述形成为空心圆柱体。在这里,纸带尤其被卷起到芯上并然后连接到芯上。在这里,该方法基本上对应于用于制造纸质饮用吸管的方法。施用单元、尤其是具有塑料头和/或牙缝刷的施用单元尤其制造成具有到空心管的接口并且可以直接安装在材料手柄主体的管上。在这里,尤其也可以设想的是,施用单元构成为可互换头,其中,接口集成在施用单元中在与材料手柄主体的连接部段和清洁单元之间。一个困难尤其在于实现足够的稳定性和稳定的安装,这可以吸收身体护理产品的使用力。然而,优选地,可以在将施用单元构成为可互换头时尤其提供一种具有不同施用单元的手柄单元。纸材料制的管进一步尤其代表简单的标准产品并可以由此有利地廉价制造。
[0075]
材料手柄主体可以尤其笔直地或呈螺旋形卷绕。在这里,不同的带可以具有不同的特性,例如用于实现螺旋光学的不同颜色。身体护理产品的材料手柄主体尤其具有1mm至25mm、优选1.5mm至20mm、特别优选2mm至18mm的(最大)直径。对于牙缝刷或睫毛膏刷,(最大)直径为1mm至6mm,优选1.5mm至5mm,特别优选2mm至4mm。对于牙刷或湿式剃须刀,(最大)直径为5mm至20mm,优选7mm至17mm,特别优选10mm至15mm。可选地,除了纸材料制的管之外,材料手柄主体还可以设置有塑料头或塑料插口,该塑料头或该塑料插口例如防止或至少减少水渗入纸材料中和/或渗入纸材料层内的空腔中。为此,应主要特别保护纸材料的端侧和空腔。塑料头或塑料插口可以借助注塑不可松开地注塑到卷绕的纸材料上。此外,可以规定的是,将材料手柄主体的端部和旋入刷的最后元件(即最后刷毛)之间的距离设计得比常规牙缝刷的大,以减少纸材料的润湿。该距离可以在3mm至8mm的范围内,优选在3mm和5mm之间的范围内。
[0076]
此外,尤其可以设想将身体护理产品构成为牙签或牙缝清洁器或牙签。在这里,身体护理产品可以尤其由纸材料制的管或棒形成,该管或棒至少在一侧被权威认证或成形,
例如被斜切和/或被削尖并因此形成牙签。在这里,为了制造身体护理产品,纸带尤其从卷材上被开卷并一起形成为管(空心)或棒(非空心)。在这里,纸带尤其被开卷到芯上并然后连接到芯上。随后,管的一端部可以被斜切和/或削尖,从而在一端部上产生施用单元。本文中描述的其他方法也可以用于形成卷材或圆柱体。
[0077]
在这里,施用单元尤其与手柄单元单件式构成。可选地,可以设想的是,身体护理产品的表面的至少一部分被后处理。可能的方法是印刷、浸渍、喷涂等。在这里,可以设想的是,身体护理产品被涂漆用于减少吸水性,或者身体护理产品被印刷。在这里,有利的耐水性尤其是合理的,因为施用单元是纸制。也可以施加身体护理产品。当然,本文中描述的其他方法也可以用于精加工、用于填料的使用或纸材料的处理。
[0078]
后处理也可以包含将诸如牙膏之类的身体护理剂施加于施用单元。此外,也可以通过后处理例如通过施加研磨剂来产生施用单元的为了清洁而优化的表面。适用于口腔卫生的粘合剂用于固定研磨剂。
[0079]
后处理可以尤其通过将产品的相应部分浸入在流体中进行。
[0080]
此外,提出的是,手柄单元的材料手柄主体具有纸材料制的至少一个层,其中,该层具有压花和/或变形。在压花时,纸材料借助压力至少部分地变形。因此,可以在纸材料的表面上在表面的子区域中实现三维设计和/或表面结构。还能够借助压花在纸材料层内实现空腔或凹槽。因此,实现了材料手柄主体的更好的抓握性或防滑性并因此减轻了口腔卫生产品的手工操作。原则上,所有纸材料都可以被压花,无论其是在扁平的、卷绕的、层压的、密封的和/或焊接的状态下。压花可以利用压花工具(阴模)借助压力和/或热量和/或水(蒸汽)等来支持。压花可以在扁平状态下在冲压出纸材料时进行。然而,也能够在已经卷绕的纸材料上进行压花。压花也可以是一种深拉,这也带来了上述设计可能性。纸材料的深拉也可以利用深拉工具借助压力和/或热量和/或水(蒸汽)等来支持。压花或深拉也可以向纸材料赋予一种带来稳定性的形状。例如,牙刷的手柄部分的纵向方向上的凹陷部,这使主体更加稳定。此外,特定选择的涂层如漆等通常可以影响和改善形状稳定性和稳定性。
[0081]
还提出的是,手柄单元的材料手柄主体具有纸材料制的至少两个层,该两个层以分层方式相互连接。为此,各个层可以被制备成单独的元件和/或通过弯曲层来产生。由此,可以尤其有利地制造材料手柄主体。可以尤其提供有利地稳定且易于制造的材料手柄主体。可以尤其提供有利的手柄形状。优选地,材料手柄主体、尤其是整个手柄单元由至少两个层组成。优选地,至少两个层至少部分地叠加布置并且相互连接。优选地,设置有2至6个层、优选2至4个层。然而,也可以设置有7至15个层、优选8至12个层。层厚度依赖于片层数,因此层数也依赖于此,以便优化设计稳定性。这些层可以由不同的纸材料、不同的密度或克数的纸材料组成。纸材料可以包含附加的薄膜层,尤其是塑料薄膜层。优选地,至少两个层垂直于这些层的主延伸平面至少部分地叠加布置并且相互连接。至少两个层尤其以最大的表面彼此邻接。这些层可以例如借助粘合和/或密封和/或压制和/或焊接和/或层压相互连接。在这里,使用压力和/或热量和/或水(蒸汽)。这些层可以尤其是在制造身体护理产品时相互连接。一物体的“主延伸平面”应尤其理解为这样的平面,该平面平行于恰好完全包围该物体的最小假想长方体的最大侧表面,并且通过长方体的中心伸展。在这些层的连接期间,施用单元可以固定在这些层之间。
[0082]
层的连接或密封可以使用不同的参数来执行。在密封层和例如牙线丝线用于制造
牙线器或安置用于牙缝刷的旋入刷时的优选参数被列举如下。温度在150℃至210℃的范围内移动。压力介于4000n和6000n之间,优选介于4400n和5100n之间。密封时间介于0.5秒和5秒之间,优选1.5秒和3.5秒之间。
[0083]
此外,密封印模可以在密封时不平坦地实施。在这里,可以提供印模的连续或非连续的表面和/或结构。利用这种结构可以在与配合表面相互作用的情况下产生密封结构,该密封结构被不同地牢固地密封或甚至不同地明显地密封。压力曲线也可以通过密封表面,压力在手柄单元的材料手柄主体的不同区域上改变。
[0084]
在密封多层时可以进一步确定密封顺序。例如并非所有层都同时相互密封。当例如密封三层时,可以首先密封前两个层,随后将第三层密封到其他两个层上。对于四个层,可以例如密封前两个层,随后要么每一层密封两次,要么另外两个层随后密封一次。利用逐步密封,可以实现各个层的最佳密封。在逐步密封时还可以单独适配用于每次密封的诸如温度、压力、时间之类的密封参数。
[0085]
优选地,材料手柄主体从片材、卷材或坯材被分层。此外,可以设想的是,至少两个层在加工之前被预处理、压花、印刷或精加工(对此参见本文中的附加实施方案)。预处理,例如压花、印刷、精加工也只能涉及一个层。作为预处理,例如也可以设想压花,目的是在最终产品的表面上产生结构和/或加强卷边。此外,也可以如上所述借助纸材料的压花在纸材料层之间形成空腔。在这里,例如在两个层的情况下,在连接纸材料层之前在材料手柄主体的相同位置处设置两个相反的压花,以便产生至少在子区域中三维而不是扁平的材料手柄主体。
[0086]
材料手柄主体的压花如所述那样,即使在连接层之后或在固定牙线丝线用于制作牙线器或在层之间固定旋入刷的金属丝之后也能进行。由此,也可以安置表面结构或卷边用于加强。因此,可以不再产生空腔。然后,变形分别在一侧发生凸形,在另一侧发生凹形。
[0087]
替代地或附加地,作为预处理可以设想涂层。例如,扁平纸材料的每一层的内侧可以设置用于粘合,而外侧具有防潮保护。因此,每一层可以具有带有不同涂层或特性的两个侧部。替代地或附加地,作为预处理可以设想印刷。此外,可以设想的是,扁平纸材料的至少两个层在连接之后被后处理。作为后处理,例如可以设想涂层、印刷、施用单元的涂层和/或层压。优选地,施用单元直接与材料手柄主体连接。施用单元尤其插入在材料手柄主体的这些层之间并且与纸材料制的层一起连接。在这里,例如可以考虑焊接、密封、层压、胶合或其他连接技术。施用单元尤其在一定程度上被夹紧在待连接的层之间。在这里,施用单元可以例如由旋入刷、牙线、带、薄膜、牙签或其他身体护理产品形成。在连接两个扁平纸材料层时,施用单元的重叠部分使纸材料至少部分地移位。由此,加强了保持。施用单元的重叠部分可以变形以增加纸材料中的保持。如上所述,也可以在该部分中借助压花制造结构和/或卷边,以增加施用单元的保持。
[0088]
作为具有相应材料手柄主体的身体护理产品,尤其可以设想牙线器。在这里,牙线可以插入到层的至少部分预冲压的片材中。在制造方法中,尤其是构成层的纸材料制的片材或坯材被预冲压。预冲压尤其在功能元件的布置区域中进行。在预冲压时也可以形成坯材。尤其进行对材料手柄主体的区域的预冲压,这些区域在安装功能元件之后不能再被冲压。然后,尤其制备预冲压的纸材料制的片材或坯材并且插入丝线、带或薄膜。薄膜是薄的并且可以由稳定的、抗撕裂的纸材料或塑料、尤其硬组分或软组分或可持续塑料材料组成。
丝线优选由硬组分(例如聚酰胺、聚酯)或可持续塑料材料或特氟龙组成。随后,另外的预冲压的纸材料制的片材或坯材被叠加在其上,并且片材或坯材被连接,例如通过层压、密封、焊接和/或粘合。替代地,如上所述,片材或坯材可以在预定位置处被折叠,以形成另外的层并将其连接。然后,身体护理产品、尤其是其外部几何形状可以被冲压成单独的牙线器或牙线器的坯材并且多余的丝线、带或薄膜被移除。
[0089]
也可以设想的是,省去了相应的步骤,并且直接被正确地冲压而不是预冲压,并且丝线、带或薄膜不会直接突出超过最终的外部几何形状。丝线、带或薄膜可以以由本领域技术人员认为合理的各种方式来锚定。与其中丝线/带通过包覆成型被固定的塑料制的牙线器不同,纸材料中的锚定对于使用时的撕裂更为关键。锚定可以例如通过借助粘合剂对丝线、带或薄膜的紧固来进行。替代地或附加地,锚定可以通过焊接进行。丝线、带或薄膜可以借助焊接紧固在层之间。替代地或附加地,锚定可以通过开槽的臂在材料手柄主体以及插入其中的丝线或带上进行。为此,尤其设置有多片层结构,其中,在中间片层中进行开槽,以使锚定区域中的丝线或带到处抵靠在层上。然后,丝线或带通过开槽被引导。附加地,可以尤其设置有多个狭槽,其中,丝线或带在多个狭槽的情况下如在编织时那样交替地通过多个狭槽被引导。替代地或附加地,锚定可以通过可折叠或可弯曲的耳状物在材料手柄主体上进行。优选地,材料手柄主体为此具有臂,这些臂各自具有彼此相对的侧向突起。丝线或带可以为了锚定而通过突起被引导,其中,每个丝线端部或带端部位于一个突起上。然后,丝线或带被焊接,并且突起被折叠,尤其使得丝线或带围绕角部弯折地被引导。这尤其带来了有利的稳定性。随后,尤其每一侧施加至少一个另外的层,使得锚定区域中的丝线或带各自抵靠在另外的层上。
[0090]
替代地或附加地,丝线、带或薄膜的锚定可以通过使纸材料变形来进行以产生稳定化的结构。可以例如将格栅状结构引入到层中。变形可以尤其在连接之前或之后进行。替代地或附加地,锚定可以通过形成用于紧固施用单元的结构化表面来进行。通过焊接可以例如产生有凹槽的表面和/或粗糙表面和/或卷边。替代地,可以借助填缝或锁定实现相应的锚定。
[0091]
丝线或带也可以附着到纸材料上的元件上。在这里,丝线或带可以围绕元件被引导并因此以套索或圈的形式保持在主体上,其中,圈牢固打结。这可以尤其发生在一个层中,其中,该层然后在两侧覆盖有至少一个另外的层。
[0092]
丝线或带的拉出重量垂直于丝线和带的纵向膨胀测量为至少10n,优选大于20n并且特别优选大于25n。
[0093]
作为具有相应材料手柄主体的身体护理产品,尤其可以设想牙缝刷。为此,可以尤其为了制造而在第一步骤中提供例如以旋入刷形式的牙缝刷施用单元。然后或并行地,可以提供以纸片材或纸坯材形式的扁平纸材料。随后,牙缝刷施用单元在金属丝侧被放置到构成至少第一层的扁平纸材料或纸片材或坯材上,然后构成第二层的另外的纸片材被放置到第一纸片材上。同样在此,纸片材可以被折叠以形成第二层。然后,这些层被连接,例如焊接、密封、层压或胶合,并且材料手柄主体被冲压掉和/或在成组产品的情况下作为坯材部分地被冲压掉并且部分地被穿孔。原则上,该方法与在牙线器的情况下的制造相同,这已经作了详细描述。取代丝线/带,牙缝刷施用单元在金属丝侧被放置在纸材料层之间。
[0094]
作为具有相应材料手柄主体的身体护理产品,尤其可以设想牙刷,尤其是由其间
插入有刷毛区域的连接层实现的牙刷。为此,可以提供一种没有刷毛板的刷毛化元件。此外,制备了后续手柄单元的两个元件。其中一个层后续形成身体护理产品的前侧。该层可以不同弯曲地设计,以向手柄单元后续赋予稳定性。此外,在该层的头区域中设计有通孔,该通孔设置成后续收纳刷毛化元件或者该刷毛化元件通过通孔被引导。所制备的第二层具有与第一层基本上相同的外形,但其未设置有凹槽。在身体护理产品的头区域中,该第二层如此设计,使得其在安装状态下抵靠在刷毛化元件的熔融毯上。两个层的头区域可以设计成扁平的或略微弯曲的或甚至仅在边缘处弯曲。限制的是,刷毛区域应被保持或可以被固定。在另外的区域中,第二层可以具有与第一层相同的形状,使得它们彼此直接抵靠。或者第二层可以像第一层一样具有反向弯曲,以便在安装状态下在层之间构成空腔。在这里,这使得在空腔的区域中的层的连接仅在空腔的边缘区域中是可能的。
[0095]
此外,提出的是,施用单元在至少一个连接部段中使扁平纸材料制的层中的至少一个移位。在将旋入刷的金属丝或牙线器的情况下的丝线/带锚定时,使用扁平纸材料,该扁平纸材料可以在锚定时至少部分地移位,从而在锚定区域中看不到或感觉不到凸起或只能看到或感觉到最小的凸起。优选地,在锚定区域中的身体护理产品的外表面上的由此引起的凸起小于0.2mm,优选小于0.1mm,特别优选小于0.05mm。
[0096]
出于相同原因,扁平纸材料的层(可以有多个)的整个厚度如此选择,使得这些层也可以至少部分地在锚定区域中移位。因此,扁平纸材料的层的总厚度可以选择成大于旋入刷的待锚定的旋入金属丝的直径或大于在牙线器的情况下的丝线的直径或带的厚度。该比率在旋入刷的情况下为至少1.2,优选至少2,特别优选至少3,并且在牙线器的情况下为至少10,优选至少15,特别优选至少20。
[0097]
这些产品,尤其当其设计为牙缝刷或牙线器时,也可以布置在更长的坯材或条上并且通过穿孔位置连接。每个坯材设置有2至24个、优选4至16个、特别优选6至12个牙缝刷或牙线器。条在另一设计方案变型例中也可以卷绕得比带长或折叠成扁平,使得条可以被引入到具有狭槽的外包装中,该外包装用作分配器。在这里,各产品可以通过狭槽被拉出或被开卷和被分离。剩余的产品仍以受保护方式留在分配器中。
[0098]
可选地,可以设想的是,可以通过将扁平纸材料层的子区域彼此翻叠或稍微调整来提供支脚。为此,这些层可以尤其由最终用户利用穿孔至少部分地分离。然而,连接的层也可以通过手柄部分中的开槽而彼此弯曲分开或交错。替代地,层可以区域性地至少部分地不连接地构成,使得最终用户可以将层区域性地彼此拉开或交错。这些解决方案可以用于构成支脚和/或用于如前所述分离层,以便将牙缝刷与纸材料在材料方面分离以进行处置。因此,纸材料可以在纸集合中并且施用单元(牙缝刷)可以在生活垃圾中以分离方式被处置。该设计方案能够用于本文中介绍的所有扁平纸材料制的身体护理产品,尤其用于牙线器、牙缝刷或牙刷。
[0099]
可选地,可以通过引入纸材料制的中间层来避免当通过绞合金属丝连接层时出现的由纸材料的材料移位引起的层的突出位置和/或变薄,其中,中间层中的绞合金属丝位于相应预冲压的凹槽中。在这里,中间层尤其未完全覆盖上层和下层。
[0100]
可选地,刷的绞合端部可以变形,以附加地提高绞合金属丝从纸材料的拉出力。尤其地,旋入刷的端部可以为此设置有变形。由此,可以实现在纸材料中的保持的改进以及在施用中的力的分布。施用单元的变形尤其横向于纵向方向例如以l形或s形、以波形或衣架
状进行,其中,变形在旋入刷的两个侧部上进行。绞合金属丝的变形提高了材料手柄主体的拉出力。变形可以在将绞合线锚定在纸材料中之前或之后进行。为此目的,纸材料可以在该区域中被压花或具有相应的凹槽。绞合金属丝从纸材料制的材料手柄主体的拉出力在1.5kg和6kg之间,优选在3kg至4.5kg的范围内。
[0101]
可选地,在具有层的牙缝刷的制造和在刷的正后方区域中的主体的大多扁平设计的情况下,可以形成以突出鼻部形式的突出结构。利用该突出结构可以使脸颊皮肤或嘴角在鼻部的背离刷的侧部上缩回,使得脸颊皮肤在将牙缝刷导入到牙缝中时不会妨碍。同样,当在牙缝中移动牙缝刷时,在牙缝刷的主体和脸颊皮肤之间没有摩擦。皮肤通过突出的鼻部被拉开,因此这些元件不会相互摩擦。
[0102]
在将身体护理产品构成为牙缝清洁器时,还可以设想的是,施用单元采用塑料的注塑工艺或挤出工艺来制造,其中,结构和/或制造在其他方面对应于在构成牙缝刷的情况下的身体护理产品的结构和/或制造。可选地,牙缝清洁器的施用单元可以是限定的接口结构,该接口结构具有用于锚定在扁平纸材料层之间的器件。此外,牙缝清洁器的施用单元可以可选地插入到纸材料制的两个层之间或安装到纸材料制的层上。
[0103]
在将身体护理产品构成为牙缝清洁器时,还可以设想的是,施用单元由纸材料、尤其是卷绕的纸材料、有机材料或木材或竹子组成。在其他方面,如上所述的身体护理产品的结构和/或制造对应于作为牙缝刷的构成或丝线或带的构成。此外,可以设想的是,身体护理产品的施用单元安装在材料手柄主体上。对此,作为身体护理产品,例如可以设想具有相应材料手柄主体的牙线器,其中,牙线的丝线与材料手柄主体的至少一个层缝合。在这里,尤其可以设想的是,牙线丝线被缝合到第一层上,其中,牙线丝线用作缝合介质。替代地或附加地,牙线丝线可以被缝合,其中,使用另一根丝线来紧固牙线丝线。优选地,在相应的连接中设置有尤其1至6个层、优选1至3个层。层的纸材料尤其以直接适合使用的厚度来提供,使得不需要另外的连接工艺来形成载体。层尤其具有0.5mm至2mm、优选0.5mm至1.5mm的材料厚度,密度为180g/m2至500g/m2,优选240g/m2至400g/m2,尤其使得可以实现借助缝合的连接。因此,在制造身体护理产品时,尤其在构成为牙线器时,可以尤其将施用单元缝合到材料手柄主体上。为此,在第一方法步骤中,以第一层形式的纸材料制的片材至少部分地被冲压。尤其地,至少材料手柄主体的其中布置有施用单元的区域被冲压。尤其地,在安装施用单元的牙线丝线之后不再能被冲压的区域被冲压。然后,所冲压的片材被制备,并且牙线丝线被制备并被缝合。缝合可以要么使用牙线本身进行,要么使用附加的丝线进行。在使用牙线丝线作为缝合介质时,牙线丝线尤其缝合到两端部上、尤其是材料手柄主体的臂上,其中,牙线丝线的在端部之间张紧的区域用作施用区域。
[0104]
可选地,可以尤其设置纸材料制的另外的层。例如,可以尤其将另外的子层连接或折叠到第一子层上,以产生多个片层。为此,材料手柄主体可以例如在臂的上部具有铰链。由此,可以尤其避免受伤。此外,可以设想的是,缝合的针脚用作光学设计元件。替代地或附加地,可以设想的是,层的层压被附加用作封闭。替代地或附加地,可以设想的是,施用单元的紧固借助粘合剂或通过注塑进行。然而,借助连接技术必须防止在施用中的丝线撕裂。通过缝合,尤其只需要一个冲压步骤,其中,尤其隐藏牙线的丝线端部是困难的。
[0105]
此外,作为身体护理产品,为此,例如可以设想具有相应材料手柄主体的牙线器,其中,牙线的丝线借助粘合剂(例如热胶)或借助塑料的注塑固定在凹槽中。在这里,尤其可
以设想的是,主体的层被提供并且具有凹槽。凹槽可以是盲孔或通孔。牙线丝线被放置在凹槽中或至少部分通过凹槽被引导。随后,凹槽用热胶、塑料等填充其中具有丝线的凹槽。由此,丝线被固定在凹槽中并且丝线被张紧在两个凹槽之间。因此,在制造身体护理产品时,尤其在构成牙线器时,施用单元可以如此与材料手柄主体连接。为此,在第一方法步骤中,尤其借助冲压工艺尤其提供材料手柄主体。尤其地,至少材料手柄主体的其中布置有施用单元的区域被冲压。尤其地,在安装施用单元的牙线丝线之后不再能被冲压的区域被冲压。然后,所冲压的片材被制备,并且牙线丝线被布设并被插入到凹槽中或至少部分地执行。固定然后利用热胶、通过注塑等进行。当在牙线器中使用牙线丝线时,尤其是在两端部上,尤其是在材料手柄主体的臂上各提供一个凹槽并然后相应地被手动操作,其中,牙线丝线的在端部之间张紧的区域用作施用区域。可选地,可以尤其设置纸材料制的另外的层,这些另外的层被施加到现有的材料手柄主体上,例如以覆盖连接结构和凹槽。例如,另外的子层可以尤其连接或折叠到第一子层上,以产生多个层。为此,材料手柄主体可以尤其在臂的上部具有铰链。由此,可以尤其避免受伤。
[0106]
尤其地,可以设想一种选择,其中纸材料的层数改变。例如,可以在必须实现一定稳定性的锚定区域中存在比手柄的其余部分更多的层,反之亦然。并非每一层都必须在相邻层的整个区域上伸展。缩小的层可以位于外部或布置在较大的层之间。通过在层之间布置,可以避免由撕裂引起的损坏。尤其不存在可能导致受伤风险的外部干扰边缘。
[0107]
如前所述,这些层通常可以从相同片材或坯材形成,通过将它们折叠然后密封来形成。由此,形成铰链式折叠边缘。例如,在牙线器的情况下在臂的上部或在牙缝刷的情况下在(与刷相对的)下端部上。折叠层可以是相同地构成,但也可以比片材或坯材的未折叠层构成得小。
[0108]
折叠可以利用折痕或穿孔简化或可以限定片层。优选地,折叠的外侧保持未受损伤。优选地,折痕或穿孔被施加到折叠的内侧上。折叠层具有的优点是,纸材料的较少的切割边缘暴露在湿气中并由此减少了在此方面的吸水性。
[0109]
用于保护纸材料的切割边缘的另一可能性是卷边。切割边缘的单层或多层可以在边缘区域中至少部分地被卷边。这向身体护理产品赋予附加的稳定性并降低了受伤的风险,尤其是在口腔中使用时。
[0110]
还提出的是,手柄单元的材料手柄主体具有纸材料制的至少一个层,该层构成为至少部分地折叠。由此,可以尤其有利地制造材料手柄主体。可以尤其提供一种有利地稳定且易于制造的材料手柄主体。可以尤其提供有利的手柄形状。优选地,该层由连续的、尤其切割的纸和/或纸盒制成。该层有利地包括至少一个折叠轴和/或至少一个折叠边缘。该层在使用状态下优选折叠在至少一个折叠轴和/或至少一个折叠边缘上。有利地,通过至少一个折叠轴和/或折叠边缘简化了层在使用状态下的折叠,或者产品仅通过折叠获得其形状,该形状是实现使用所必需的。可以设想的是,该层构成为在折叠边缘和/或折叠轴上被穿孔和/或开槽和/或压花,以实现限定的折叠。
[0111]
优选地,该层由至少一个折叠轴分成两个侧部、尤其是子层。优选地,至少一个折叠轴和/或折叠边缘平行于身体护理产品的主延伸方向伸展。也可以设想的是,至少一个折叠轴垂直于身体护理产品的主延伸方向伸展。折叠边缘可以连续地或不连续地实施,另外,穿孔、开槽、切口的组合可以形成折叠边缘。这些元件可以例如相继地布置。折叠边缘可以
笔直或弯曲地实施。由此,当安装主体时也可以设计定制的形状。在这里,材料手柄主体可以尤其从纸片材或卷材折叠。此外,折叠侧部的连接可以尤其借助密封或粘合或安装(例如插塞、卡定)来进行。作为预处理,例如可以设想压花,目的是在最终产品的表面上产生结构。替代地或附加地,作为预处理,可以设想涂层。例如,层的内侧可以设置用于粘合,而外侧具有防潮保护。因此,该层可以具有带有不同预处理例如涂层的两个侧部。替代地或附加地,作为预处理,可以设想印刷。此外,可以设想的是,至少一个层在制造之后被后处理。作为后处理,例如可以设想涂层、印刷和/或层压。优选地,材料手柄主体的层被切割或冲压。
[0112]
作为具有相应材料手柄主体的身体护理产品,尤其可以设想牙刷。身体护理产品尤其扁平制造,其中,尤其折痕、压花、穿孔等设置用于在第一次使用之前折叠。折痕尤其布置在折叠轴中。此外,可以设想由折叠和随后连接组成的组合,例如借助粘合、密封、焊接、胶合、层压。在构成为牙刷的身体护理产品的情况下,具有折纸风格的身体护理产品可以形成纸制的框架。替代地或附加地,身体护理产品可以在构成为牙刷时包括纸材料制的清洁元件。清洁元件可以布置在塑料、木材或纸材料制的刷毛板上,其中,刷毛板布置或固定在基体/材料手柄主体的纸材料上。
[0113]
作为具有相应材料手柄主体的身体护理产品,尤其可以设想牙签或牙缝清洁器。身体护理产品尤其由扁平纸材料制成,其中,尤其折痕设置用于在第一次使用之前折叠。折痕尤其布置在折叠轴中。身体护理产品可以在使用中尤其折叠成三角形或金字塔形或圆锥形结构。优选用于制造以牙签形式的身体护理产品的纸材料是透明纸。这种透明纸优选由新纸浆(不含木材)制成。对于上述应用,透明纸具有150g/m2至300g/m2、优选200g/m2至250g/m2的表面重量。可选地,在折叠的身体护理产品的情况下,还可以在内部设置纸材料制的框架,而在外部,外套包围框架。
[0114]
作为另一种具有相应材料手柄主体的身体护理产品,可以设想牙刷(这些可能性也可类似地用于其他身体护理产品如牙缝刷、牙线器或湿式剃须刀)。纸材料被制备为具有适当折痕、穿孔等的层,使得相应的产品然后可以被折叠。由纸材料以这种方式制成的牙刷可以以不同的横截面轮廓来制造。例如,该产品可以在使用状态下构成封闭轮廓、例如三角形、四边形或通常为n边形轮廓、开放轮廓、例如v形轮廓、w形轮廓或由此组合的轮廓。最后,该轮廓形成主体,该主体形成牙刷的材料手柄主体。在这里,该轮廓也可以例如用于在牙刷的后侧上形成立面,使得牙刷可以放置在表面上,然后不围绕其自身的轴线卷绕。为折叠所制备的折痕、穿孔等不一定必须在整个主体上被引导,它们也可以在表面上结束,从而例如随后产生圆角。产品的安装可以以各种方式进行。例如,产品可以是已经安装好的,或者最终用户(使用者)可以在购买后或在使用前安装产品。第二变型例可以在包装中所需的空间方面带来各种优点,因为处于扁平状态的身体护理产品比安装的体积小。在安装时,层的不同位置相互连接,以形成体积大的主体或手柄部分。这些层可以利用胶条、粘合剂或其他适合连接的器件直接连接。刷毛区域可以已经安装在手柄上,或者也可以仅通过手柄的安装来固定,例如通过粘合。在安装之前,也能够实现的是,将纸材料制的层的某些位置分开。此外,能够实现的是,设计这样的元件,这些元件能够使产品的主体在即用状态下形成封闭的空腔。因此,形成某些接片,这些接片如此插入到开口中并固定其中,使得开口随后被关闭。折叠可以在不同的方向上设计,优选地,围绕折叠轴的折叠的大部分发生在纵向方向上。然而,也可以制备横向方向上的折叠,例如当用于包装的元件彼此折叠时。此外,可以设置这
样的元件,这些元件如此折叠,使得例如材料手柄主体在施用单元的侧部上(例如刷毛区域)被封闭。
[0115]
另外,能够实现的是,为处于扁平状态(折叠之前)的纸材料制的层设置结构或其他表面涂层等,以便在最终产品中产生满足某些特性,例如具有更高摩擦的表面元件。
[0116]
此外,提出的是,材料手柄主体具有张紧接片,其中,施用单元被锚定在材料手柄主体的张紧接片上。张紧接片用于锚定施用单元,尤其是在身体护理产品构成为牙线器时。此外,提出的是,施用单元的清洁元件围绕张紧接片被引导。尤其地,丝线或带可以尤其围绕张紧接片被引导。由此,当张紧接片固定在层之间时,防止事后撕裂。张紧接片具有5mm至30mm、优选10mm至20mm的长度,宽度为2mm至6mm,优选3mm至4mm。张紧接片如此布置,使得它们位于丝线或带的自由空间旁边。此外,丝线或带还可以固定在另一位置。可以例如设置用于固定的粘合剂点。替代地,丝线或带也可以形成为环或圈,也就是说尤其形成为没有实际端部的闭合环,从而可以省去对张紧接片的进一步固定。在这里,由丝线或带构成的环可以直接制成为环或通过打结来制成。材料手柄主体的纸材料在制造时尤其被密封,其中,张紧接片被连同密封。
[0117]
还提出的是,施用单元在材料手柄主体中的至少两个层之间的至少一个连接部段中被粘合和/或层压。施用单元可以以由本领域技术人员认为合理的各种方式被锚定。锚定可以例如通过借助粘合剂紧固施用单元来进行。替代地或附加地,锚定可以通过焊接来进行。施用单元可以借助焊接被紧固在层之间。
[0118]
此外,提出的是,施用单元具有至少一个清洁元件载体、尤其是金属丝、以及与清洁元件载体连接的、尤其旋入的多个清洁元件,其中,清洁元件载体利用背离清洁元件的连接部段与材料手柄主体连接以与手柄单元连接。由此,可以尤其提供身体护理产品的有利连接。身体护理产品的元件数可以尤其保持得少。优选地,清洁元件由刷毛形成。优选地,清洁元件载体直接与清洁元件耦合并且直接与材料手柄主体耦合。清洁元件载体尤其是一体式、优选一件式构成。“一件式”应尤其理解为形成为一件。优选地,该一件由单个坯料、物料和/或铸件、尤其优选采用注塑工艺、尤其是单组分和/或多组分注塑工艺来制造。特别优选地,清洁元件载体在连接部段中尤其直接与材料手柄主体的纸材料连接。
[0119]
此外,提出的是,施用单元的清洁元件载体的连接部段突出到材料手柄主体中并由材料手柄主体包围。尤其提出的是,施用单元的至少一个清洁元件载体构成为在背离清洁元件的连接部段上被卷入到材料手柄主体的至少一个层中。由此,可以尤其提供在施用单元和手柄单元之间的有利连接。替代地,施用单元的清洁元件载体可以在背离清洁元件的连接部段上被导入到材料手柄主体的空腔中。空腔可以在制造材料手柄主体时借助卷绕、压花等来设置或利用机械器件来产生,也就是说,空腔借助挤压(芯轴)、钻孔等来产生。优选地,施用单元通过连接部段直接与材料手柄主体连接。在一个变型例中,施用单元在连接部段中在卷绕材料手柄主体期间与材料手柄主体连接。在这里,施用单元的连接部段尤其被卷入到材料手柄主体中。在第二变型例中,施用单元在连接部段中在卷绕材料手柄主体之后与材料手柄主体连接。在这里,施用单元可以尤其通过将插入和/或插装到材料手柄主体上而与材料手柄主体连接。如前所述,能够预先对卷绕的材料手柄主体进行权威认证,以产生用于连接部段的必要的自由空间。此外,根据连接部段的构成能够将连接部段插入到材料手柄主体中,而无需事先例如利用凹槽的图像制备材料手柄主体。在以这种形式的
设计方案中,连接部段在一定程度上同时形成芯轴以产生凹槽。在第三变型例中,施用单元可以至少部分地构成材料手柄主体的卷绕区域的一部分。在这里,施用单元可以例如由牙缝刷、牙刷头、牙签形成。
[0120]
连接部段在施用单元中的固定是利用已知方法如焊接、密封、粘合(胶合)、压制、层压等来进行。
[0121]
以支持方式或代替所述固定可以设置一种压花,使得连接不在平面中发生,而使得连接区域中的表面例如是开槽的、有凹槽的。由此可以实现在连接部段和材料手柄主体之间的更稳定的连接。此外,这种元件也可以被引入到其他位置,以改进人体工程学或保持。
[0122]
卷绕的或分层的主体可以如此被压花或变形,使得产生连接部段或开槽的金属丝的更好的弯曲。压花如上所述借助压力和/或热量进行。纸层可以稍微润湿,例如用水(蒸汽),以简化成形。这样,可以通过利用热量、湿气和压力进行处理而使产品具有以另一维度延伸的形状,例如在该另一维度上有扭结或角度的材料手柄主体。
[0123]
替代地或附加地,施用单元的连接部段可以构成为用于可互换部件的接口,例如用于手动牙刷的可互换头。
[0124]
材料手柄主体可以尤其不仅笔直卷绕而且螺旋形卷绕。也可以设想的是,材料手柄主体如刮纸器、尤其是所谓的estompe一样被卷绕。设计为卷材的材料手柄主体尤其具有1mm至25mm、优选1.5mm至20mm、特别优选2mm至18mm的(最大)直径。
[0125]
作为具有相应材料手柄主体的身体护理产品,牙缝刷尤其是有利的。在这里,纸也可以尤其在旋入刷期间同样地卷绕。由此,可以尤其实现的是,直接完成的牙缝刷从机器中出来。在这里,用于制造的相应方法流程可以在一个变型例中如此进行,使得在第一步骤中以牙缝刷形式的施用单元通过旋入被制造。然后,在第二方法步骤中,材料手柄主体的至少一个层被卷绕并且同时施用单元的连接部段被卷入到材料手柄主体中。施用单元在材料手柄主体中的锚定可以尤其通过粘合、焊接、压花、变形或压制或其组合来进行。为此,可能会需要采取另外的方法步骤。在用于制造身体护理产品的第二变型例中,在第一步骤中以旋入刷形式的施用单元通过旋入被制造。与此并行地,材料手柄主体通过卷绕至少一个层被制造。然后,在第二步骤中材料手柄主体被制备用于与施用单元连接。为此,例如在材料手柄主体中生成一个孔。为此,材料手柄主体可以在端侧被钻孔,或者材料可以利用芯轴被移位。然而,也可以设想的是,已经在制造材料手柄主体时例如通过留下空间(空心圆柱体)而形成孔,其中,可以在此尤其省去第二步骤(孔的机械构成)。随后,施用单元在另外的方法步骤中例如通过粘合、焊接、压制、密封等被锚定在材料手柄主体中的凹槽中。此外,根据连接部段的构成能够将连接部段插入到材料手柄主体中,而无需事先例如利用凹槽的图像制备材料手柄主体。在以这种形式的设计方案中,连接部段在一定程度上同时形成芯轴以构成空腔。在用于制造身体护体产品的第三变型例中,在第一步骤中以旋入刷形式的施用单元通过旋入被制造。与此并行地,材料手柄主体通过卷绕至少一个层被制造,其中,材料手柄主体尤其被制造成空心管。然后,施用单元在另外的方法步骤中例如通过粘合、焊接、压制等被锚定在材料手柄主体中的凹槽中。施用单元可以尤其直接插入到管的中心孔中并锚定。
[0126]
可选地,材料手柄主体可以已经由印刷纸材料制成。由此,可以在没有后处理的情
况下产生彩色的最终产品。
[0127]
替代地或附加地,可以设想的是,材料手柄主体的手柄端部被封闭。通过对开放的侧部进行封闭,可以尤其提供材料手柄主体的紧密部段,使得水不能渗透到纸材料的边缘中。为此,也可以尤其在上部和/或下部提供安装的覆盖部件或盖。覆盖部件可以是施用单元或连接部段的完整组成部分。替代地或附加地,也可以设想的是,材料手柄主体的端部被压制和/或卷边和/或折叠和/或例如利用诸如蜡、漆等之类的拒水剂进行处理或密封。在密封时例如可以设想的是,已经在纸材料上设置有诸如蜡之类的填充物,并且仅材料手柄主体的端部必须被加热以用于密封。作为困难,可以认为是在纸材料和施用单元之间产生稳定的接口。
[0128]
在身体护理产品构成为牙缝清洁器时尤其还可以设想的是,施用单元采用注塑工艺例如纤维注塑工艺/纸注塑工艺制成,其中,结构和/或制造在其他方面对应于在构成为牙缝刷时的身体护理产品的结构和/或制造。
[0129]
此外,提出的是,清洁元件载体的连接部段具有成角度结构以锚定在材料手柄主体中。还提出的是,施用单元的至少一个清洁元件载体构成为在连接部段中弯曲以与手柄单元至少部分地以形状配合方式连接。优选地,施用单元的至少一个清洁元件载体构成为在材料手柄主体的尤其分层地相互连接的两个层之间的连接部段中弯曲以与材料手柄主体至少部分地以形状配合方式连接。由此,可以尤其避免清洁元件载体的撕裂。可以尤其提供有利地稳定的身体护理产品。作为具有相应连接的身体护理产品,尤其可以设想旋入刷。尤其地,旋入刷的端部或旋入金属丝可以为此设置有变形。由此,可以实现在纸材料中的保持的改进以及在施用中的力的分布。施用单元的变形尤其横向于纵向方向例如以l形或s形、以波形或衣架状进行,其中,变形在旋入刷的两个侧部上进行。替代地或附加地,可以设想的是,连接部段基本上通过整个材料手柄主体伸展,其中,材料手柄主体可以通过连接部段尤其在构成为金属丝时以期望的形式弯曲。在这里,能够使用连接部段作为成形元件或调节元件,例如以便可以使材料手柄主体具有非平面或三维形状,例如具有拱曲、旋转、角度等的材料手柄主体。替代地或附加地,可以设想的是,借助连接部段将金属丝套圈放置在材料手柄主体中,通过该金属丝套圈在材料手柄主体上产生环形凸起,该环形凸起例如可以用作拇指手柄。
[0130]
此外,提出的是,施用单元的至少一个清洁元件载体至少部分地以材料配合方式、尤其借助粘合、密封、层压和/或焊接与材料手柄主体连接。由此,可以尤其避免清洁元件载体的撕裂。可以尤其提供有利地稳定的身体护理产品。
[0131]
此外,提出的是,施用单元具有至少一个包括纸材料的清洁元件。在这里,清洁元件可以尤其不仅由单独的刷毛或刷毛束形成,而且由牙线丝线、牙线带、尤其是牙缝带、薄膜等形成。可以设想清洁元件的由本领域技术人员认为合理的各种构成。因此,手柄单元和施用单元可以尤其由相同的纸材料或纸片材制成。通过折叠、卷绕和固定,可以制造体积大的手柄单元和施用单元的松散刷毛区域。替代地,施用单元可以被分层和粘合,其中,清洁元件从片材被冲压出。清洁元件可以尤其由权威认证的纸材料组成,例如纸材料可以被开槽、切割、分离、冲压、压制、压实等。纸材料中的可能的狭槽可以有间隔地或没有间隔地构成。然而,尤其设置有用于清洁元件的侧向移动可能性的侧向间隔。为此,尤其叠加地设置有各种开槽和未开槽的层或减少的层。此外,也可以设想混合解决方案,例如由纸与塑料制
成,例如酸奶杯已经提供了这种解决方案。尤其也可以设想一种内有纸且外有塑料的变型例。
[0132]
由此,可以尤其提供有利地环保的身体护理产品。可以尤其实现身体护理产品的有利地简单的处置。
[0133]
此外,提出的是,至少一个清洁元件至少部分地由薄膜或带形成,该薄膜或带可以设计为牙缝清洁器。清洁元件尤其由丝线、带或牙缝带形成。优选地,施用单元、尤其是清洁元件由丝线状或薄膜状结构、例如基于塑料和/或纸的牙缝清洁器形成。在此,作为基材,可以尤其使用抗撕裂纸、硬组分或软组分的塑料薄膜,例如塑料单薄膜或塑料复合薄膜,即尤其是多个复合的单薄膜,可持续和/或可降解的材料,例如pla,和/或非织造材料,例如来自杜邦(dupont)的特卫强(tyvek)。在这里,牙缝清洁器的处理方式类似于上文已经描述的牙线。牙缝清洁器尤其在材料手柄主体的两个层之间与手柄单元连接。在这里,产品结构可以尤其至少分段地具有至少三层,纸材料制的第一层,由牙缝清洁器形成的第二层,以及纸材料制的第三层。身体护理产品尤其不是到处都是3层和/或不是到处都具有相同多的层。牙缝清洁器尤其仅被引入到子区域中。牙缝清洁器还可以尤其进行权威认证。牙缝清洁器可以设置有压花,尤其用于产生表面结构和形貌。牙缝清洁器可以在使用侧折叠。此外,牙缝清洁器可以设置有添加剂,例如抗菌剂、清洁剂,例如尤其是口腔卫生清洁剂、风味添加剂和/或研磨剂,例如用于支持清洁的颗粒。借助研磨剂可以进一步又产生表面结构。此外,可以设想的是,牙缝清洁器具有带有不同形状的不同边缘。牙缝清洁器尤其具有0.05mm至0.5mm、优选0.15mm至0.35mm的厚度。此外,牙缝清洁器尤其具有0.5mm至10mm、优选1mm至6mm的宽度或高度。长度适配于施用单元中的自由空间。
[0134]
此外,提出的是,施用单元布置在手柄单元上的材料手柄主体的至少两个层之间。施用单元尤其由牙缝刷、牙线和/或牙缝清洁器形成。由此,可以尤其提供有利地紧凑和稳定的结构。
[0135]
此外,提出的是,施用单元具有至少一个由丝线形成的清洁元件,该清洁元件构成为在至少一个连接部段中熔融。清洁元件尤其在端部处熔融以与材料手柄主体连接。丝线优选由硬组分(例如聚酰胺、聚酯)或可持续塑料材料或特氟龙组成。还提出的是,施用单元具有至少一个尤其由丝线形成的清洁元件,该清洁元件借助两个平行的固定件与材料手柄主体连接。优选地,清洁元件借助粘合、尤其借助热胶以及借助熔融与材料手柄主体平行连接。可以尤其并行地或附加地通过丝线/带的熔融进行侧向固定。在这里,丝线端部或带端部在离开密封区域时借助热量被熔融。通过熔融构成蘑菇状/块茎状端部,这提高了拉出力,即丝线或带在负载下被撕裂得更少。丝线或带的蘑菇状/块茎状外端部具有比丝线更大的直径并以这种方式抵靠在纸材料的外侧上。由此,作用在丝线或带上的力更好地传递到保持几何形状,并且丝线或带撕裂得更少。熔融并不是对所有用于丝线或带的材料都起作用,材料必须能自然熔融,而不是简单地燃烧或耐热。由于尺寸原因,最佳的是,丝线或带在其熔融之前突出3mm和10mm之间、优选4mm到6mm。由此,产生蘑菇状/块茎状端部的最佳尺寸。最大直径为0.2mm至2.5mm,优选0.5mm至2.0mm,特别优选0.7mm至1.5mm。熔融在最佳情况下不是利用明火进行,而是利用热印模进行。利用热印模,可以借助按压形成蘑菇状/块茎状形状。
[0136]
尤其也可以设想的是,可以组合不同的锚定技术,例如焊接和表面结构、狭槽和焊
接、张紧接片和焊接、张紧接片和粘合或张紧接片、表面结构和焊接。此外,提到的锚定技术也可以与丝线端部/带端部的熔融组合。在这里,尤其可以设想由本领域技术人员认为合理的各种连接技术和/或连接技术的组合。然而,原则上,所有提到的锚定技术都可以相互组合。在这里,可以使用2种、3种或4种技术的组合。然而,借助锚定技术必须防止丝线或条在施用中的撕裂。优选地,可以通过相应结构尤其实现的是,牙线器可以直接与纸集合或纸盒集合一起处置。
[0137]
还提出的是,身体护理产品具有与手柄单元连接的保护元件,该保护元件与手柄单元可松开地连接。保护元件可以尤其与手柄单元、尤其是材料手柄主体单件式制成,其中,例如穿孔实现了部件分离。保护元件尤其由覆盖帽形成。在身体护理产品的范围中,经常使用用于施用单元的保护元件。例如,以用于手动牙刷或用于电动牙刷的插装式刷、用于牙线器、用于牙缝清洁器或也用于牙缝刷的头罩的形式。现在提出制造同样由纸材料制的相应保护元件。保护元件可以单独制造并安装在身体护理产品上或形成身体护理产品的更完整的组成部分,其可以在使用时被移除或枢转移开或折叠移开。
[0138]
用于保护施用单元的头罩可以例如基于空心卷材或圆柱体的形状来实现,该空心卷材或圆柱形可以通过施用单元例如通过牙缝刷或牙刷被套上。在这里,保护元件或头罩通常在产品的纵向轴线的方向上被推过施用单元。在这里,空心卷材可以配备有另外的元件以优化功能。例如,空心卷材可以在一端部上被封闭或密封,以使其不会被推过施用单元太远(封闭侧部也形成止动件并且以安装方式位于身体护理产品的上端部上),并且施用单元也更好地受到保护。此外,可以在卷材的空腔中引入元件,这些元件有助于施用单元的引入或将施用单元在引入状态下固定或取向。此外,也能够将整个产品容置在纸材料制的卷材中并因此形成对于整个产品的保护。另外的功能元件也可以在此被引入。此外,也能够在这种情况下将空心卷材设计为包装,从而无须产生另外的包装。
[0139]
保护元件的另一设计变型例是元件在制造时的整体成形。身体护理产品的分层构造的主体具有预定的脱模剂,例如穿孔或可分离的材料弱化部,它们形成从主体到保护元件的连接。例如,牙缝刷可以具有由纸材料制的层组成的材料手柄主体。纸材料层如此设计,使得它们一方面构成材料手柄主体,另一方面构成保护元件。从一个部分到另一个部分的过渡设置有穿孔或材料弱化部,使得保护元件可以被移除并且在这种情况下施用单元是开放的。例如,可以以这种方式产生牙缝刷,其中施用单元利用纸材料制的层之间的连接部段来固定。这些层从材料手柄主体通过穿孔延伸到保护元件。保护元件以嵌入方式位于纸材料制的层之间,其中,这些层在必要时由于其压花而彼此间构成空腔,清洁元件位于该空腔中。通过分离保护元件上方的层或通过断开穿孔,可以拉出保护元件上方的层并且施用单元露出。此外,牙线器也可以设置有保护元件。保护元件位于牙线上方并且可以被拉出,其中,由此释放牙线和材料手柄主体之间的空间。
[0140]
在该设计方案中,保护元件除了保护功能之外,还可以用作首次打开保证或首次打开指示。封闭的产品表明其尚未使用。如果它被打开,则不再保证首次使用。
[0141]
此外,提出的是,身体护理产品具有插塞连接单元,该插塞连接单元设置用于将施用单元与手柄单元以可松开方式插塞连接,该施用单元尤其构成为牙刷头。在这里,尤其也可以设想的是,施用单元构成为可互换头,其中,插塞连接单元直接布置在施用单元和手柄单元之间。插塞连接单元尤其与施用单元至少部分地单件式构成和/或与手柄单元至少部
分地单件式构成。优选地,插塞连接单元具有至少一个第一插塞连接元件和至少一个与第一插塞连接元件对应的第二插塞连接元件,该第一插塞连接元件与手柄单元牢固连接,该第二插塞连接元件与施用单元牢固连接。通过插塞连接单元可以尤其将施用单元与材料手柄主体分离。插塞连接单元尤其设置用于提供可松开的或不可松开的卡定连接。第一插塞连接元件尤其构成卡定凸肩,而第二插塞连接元件构成与第一插塞连接元件对应的卡定凹槽。然而,也可以设想插塞连接单元的替换的设计方案和/或由本领域技术人员认为合理的其他设计方案。
[0142]
还提出的是,手柄单元的材料手柄主体具有多个子元件,这些子元件设置用于插装。尤其可以设想的是,手柄单元的材料手柄主体至少部分地由纸材料制的多个子元件插装。为此,纸材料尤其被切割成子元件,并且然后子元件被插装。在一个基本方法中,纸材料尤其被切割成各种形状,然而被插装并且在必要时设置有固定/连接。连接可以例如通过插塞、粘合和/或焊接来进行。作为预处理,例如可以设想压花,目的是在最终产品的表面上产生结构。替代地或附加地,作为预处理可以设想涂层,其中,外侧具有防潮保护。替代地或附加地,作为预处理可以设想印刷。此外,可以设想的是,至少一个层在制造之后被后处理。作为后处理,例如可以设想涂层、印刷和/或层压。后处理可以在制造子元件之后或在安装子元件之后进行。尤其地,已经描述的、尤其是扁平的材料手柄主体,例如尤其是已经描述的牙线器,可以设置有至少一个附加的子元件,该子元件基本上在另一个尤其垂直于主延伸平面的方向伸展的方向上旋转并且尤其产生3d效果。替代地,身体护理产品可以构成为牙刷,其中,例如作为基体的塑料部件设置有几何形状,这些几何形状允许与纸材料零件组合。由此,可以尤其提供一种有利的三维材料手柄主体,其中,材料费用可以保持得低。优选地,在牙刷的情况下,施用单元可以构成有刷头和塑料制的颈部延长部,材料手柄主体与子元件在该颈部延长部上插接。在这里,身体护理产品可以尤其由2至25个、优选4至12个单独部分组成。
[0143]
此外,提出的是,至少一个施用单元具有头区域,该头区域形成刷头。尤其地,提出的是,至少一个使用单元在身体护理产品构成为牙刷时具有刷头、尤其是牙刷头。施用单元有利地具有至少一个清洁单元、尤其具有刷毛的牙刷头。清洁单元还有利地具有至少一个刷毛载体、例如刷头基体。此外,提出的是,头区域的基体完全由硬组分构成并且构成刷毛载体。替代地或附加地,提出的是,身体护理产品具有由头区域收纳的刷毛板,该刷毛板包括多个刷毛束。为此,首先借助注塑制造具有通孔的刷毛板,然后刷毛通过通孔被引导。优选地,刷毛然后在后侧上至少成束地连接,尤其是熔融,优选地相互连接和/或与相应的刷毛板连接。以这种方式刷毛化的刷毛板然后可以与基体、特别是刷头连接,例如焊接、密封和/或粘合、机械连接,借助铆接、填缝,优选借助超声波焊接。为此,基体、尤其是刷头优选地具有凹槽,刷毛板可以插入到该凹槽中。
[0144]
在身体护理产品构成为牙线器时尤其可以设想的是,纸材料制的尤其用于手柄单元的各种扁平零件被切割并且然后被插装成3d轮廓或3d主体。在制造时尤其是施用单元和手柄单元的子元件被单独制造。在这里,身体护理产品的插装可以不仅已经在制造时进行,而且由用户自身进行。在由用户插装时,尤其是身体护理产品的包装尺寸可以有利地保持得小。在这里,尤其可以设想各种结构变型例。可以尤其形成由子元件构成的没有芯的网络,或者设置有芯,在该芯上插设有子元件。在此,必须尤其提供在施用方面的连接的必要
稳定性。必须尤其例如借助底切部避免脱落。
[0145]
在身体护理产品构成为牙缝清洁器时尤其可以设想的是,施用单元采用注塑工艺来制造,其中,施用单元被插设到已插装的纸材料制的手柄单元上。
[0146]
此外,提出的是,刷毛板由纸材料制成。刷毛板可以由纸材料冲压。为此,可以提供纸材料制的一个层或多个层,该一个层或多个层形成刷毛板的主体。然后形成凹槽,为此可以使用冲压工艺、激光切割、研磨/钻孔或用于加工纸材料的其他合适方法。刷毛在aft方法中再次与刷毛板连接,其中,刷毛板然后可以固定在手柄单元中的相应凹槽中或手柄单元上。
[0147]
此外,提出的是,手柄单元的材料手柄主体具有纸材料制的至少一个层,该层构成为至少部分地折叠,其中,材料手柄主体具有收起位置和操作位置,在该收起位置处,该层的内侧向外定向,在该操作位置处,该层的外侧向外定向。因此,手柄单元可以尤其以包装方式向内折叠并且向外折叠以供使用。在这里,尤其可以设想的是,材料手柄主体与包装组合。优选地,该层在图示状态下形成身体护理产品的包装的至少一部分。优选地,将材料手柄主体从收起位置带到操作位置是不可逆的,因为某些元件可能必须分离才能从收起位置到达操作位置。
[0148]
还提出的是,头区域包括注塑刷毛区域。尤其可以设想直接注塑的刷毛。这些刷毛可以尤其在多组分注塑期间与施用单元、手柄单元和/或耦合单元一起制造,或者后续注塑到施用单元的基体上。与常规刷毛不同,注塑刷毛不是挤出的,而是借助注塑方法成形的。为此使用了特殊材料。注塑刷毛可以直接注塑在纸材料或木材上。这就是说,材料被插入到注塑杀号中并且然后被包覆成型。替代地,如上所述,包括注塑刷毛的刷毛板被形成并且然后与纸材料连接。对此,可以考虑上述连接技术。由于刷毛板小并且存在吞咽风险,因而这些刷毛板优选与基体不可松开地连接。注塑刷毛或刷毛板的剥离仅设置一次(例如,用于分离处置)。为此,可以设置目标断裂位置。
[0149]
还提出的是,手柄单元的材料手柄主体具有纸材料制的至少一个层,该层构成为至少部分地折叠并且借助至少一个插塞连接件连接,其中,至少一个第一折叠插塞连接件构成材料手柄主体的拇指手柄。优选地,至少一个层、尤其是多个层借助形状配合和/或力配合的插塞连接件来连接。可以尤其设置有接片,这些接片插入到凹槽中,从而产生连接。特别布置的接片可以如此设计,使得它们自动构成另外的元件,例如拇指手柄。由此,可以尤其产生手柄单元的有利的三维形状。此外,手柄单元可以供操作者自身即用。由此,可以将身体护理产品的输送体积保持得小。
[0150]
此外,提出的是,身体护理产品至少部分地由纸材料研磨。在这里,身体护理产品尤其至少部分地由实心纸板制成,该实心纸板被研磨成限定形状。在这里,尤其可以设想的是,至少一个实心纸板在研磨之后被后处理。实心纸板也可以由纸材料的多个层形成。作为后处理,例如可以设想涂层、印刷和/或层压。优选地,尤其至少手柄单元由实心纸板组成。可以设想由本领域技术人员认为合理的各种实心纸板,例如尤其是翅片纸板。在本上下文中,作为身体护理产品,尤其可以设想冲压牙刷。为此,尤其纸材料制的块被研磨成一个轮廓,其中,在后续刷头中钻出孔。在制造时,尤其在第一步骤中手柄单元和施用单元的部件从纸材料制的块被研磨和钻孔。然后,手柄单元和/或施用单元可以可选地被印刷和涂漆。随后,施用单元的刷毛束被冲压,尤其被插入和被成型。在这里,必须尤其提供刷毛束的限
定的拉出重量。替代地,可以设想的是,刷毛束借助aft被紧固。为此,手柄单元和施用单元的部件从纸材料制的块被研磨。在施用单元的后续刷头中产生凹槽。并行地,生成刷毛板,该刷毛板然后可以被锚定在凹槽中。对此,在制造时尤其在第一步骤中,手柄单元和施用单元的部件从纸材料制的块被研磨,其中,凹槽直接被引入到施用单元的刷头中。然后,手柄单元和/或施用单元可以可选地被印刷和涂漆。随后,刷毛板被注塑并且设置有刷毛。然后,完成的刷毛板被插入到施用单元的刷头中并且通过填缝和/或粘合被固定。在这里,刷毛板必须尤其可靠地与纸材料连接。
[0151]
此外,提出的是,身体护理产品至少部分地由纸材料注塑。在这里,纸材料尤其采用类似注塑的工艺被加工。然而,纸材料的加工在明显较低的温度和注塑压力下进行。相应的方法例如在purepaperpak、一种构造性纸包装的情况下是已知的。在这里,尤其环保的原料利用是可能的,其中,成分来源于自然界,尤其是由100%的自然资源组成。原料尤其由工业淀粉、优选由土豆、纸纤维、水、包括混合物组成。由此产生的纸混合物然后用于借助注塑技术的进一步加工。纸注塑尤其分三个步骤进行。在第一步骤中进行注射,其中纸混合物被注射到铝杀号中。在第二步骤中进行烘焙工艺,其中纸混合物在工具中被烘焙,尤其被加热。在第三步骤中进行脱模,其中完成的包装可以被移除。此外,在包装中所谓的包装是已知的。包装尤其是由食品认证的纤维注塑件组成。相应的产品尤其是可堆肥的,并且也可以引入到废纸或有机废物循环中。在这里,尤其可以设想的是,注塑身体护理产品在注塑之后被后处理。作为后处理,例如可以设想涂层、印刷和/或层压。在本上下文中,作为身体护理产品,尤其可以设想冲压牙刷。为此,牙刷主体、尤其是手柄单元和施用单元的部件尤其由纸材料注塑,并且优选地类似于或相似于当今的注塑形成刷毛孔。在制造时,尤其在第一步骤中手柄单元和施用单元的部件从纸材料注塑。然后,手柄单元和/或施用单元可以可选地被印刷和涂漆。随后,施用单元的刷毛被冲压,尤其被插入和被成型。
[0152]
对于使用纸材料的注塑,尤其是具有淀粉(工业淀粉)和溶剂的纸可以用于该材料。组分被混合并且通过相应的注塑机被加工。材料以25%至70%、优选30%至40%的纸、20%至40%、优选25%至35%的淀粉和5%至40%、优选10%至35%的溶剂的比例被混合。作为淀粉,可以使用例如来自玉米或土豆的工业淀粉。作为溶剂尤其使用聚乙烯醇。为了混合组分,这些组分被溶解在水中,混合,并且所得液体/物质被干燥,然后被加工成颗粒。
[0153]
还提出的是,身体护理产品的纸材料、尤其是手柄单元构成为至少分段地包覆成型。在这里,纸材料可以尤其根据上述设计方案中的一个来设置。身体护理产品、尤其是手柄单元的纸材料尤其用塑料包覆成型。在这里,包覆成型与纸材料的连接可以尤其通过底切、穿孔、即尤其是力配合和/或形状配合、和/或以化学方式、例如尤其通过材料配合来实现。材料配合也可以通过将注塑组分渗透到纸材料的结构中来实现。通过注塑工艺,纸材料在过多注塑部件中被压缩。为了将注塑杀号中的纸材料相对于注入塑料密封,该纸材料也在注塑杀号中被局部压缩。为此,纸材料可以尤其构成为被预处理,尤其是在包覆成型之前,使得可以例如借助特殊的漆和/或涂层来形成连接。施用单元的清洁单元可以例如至少部分地通过包覆成型来产生。可以尤其借助包覆成型在施用单元的刷头中形成用于刷毛板的孔区域或凹槽。替代地或附加地,可以设置注塑刷毛,这些注塑刷毛直接借助包覆成型来制造。在本上下文中,作为身体护理产品,尤其可以设想牙刷。对此,尤其是纸盒管或纸材料
制的一个层或多个层被包覆成型,其中,刷头尤其直接被注塑到纸盒管或层上。在制造时,尤其在第一步骤中纸盒管或纸材料制的层被制造,该纸盒管构成手柄单元。然后,纸盒管或纸材料制的层被包覆成型,其中,在这里,尤其施用单元构成有孔区域。随后,刷毛被冲压、尤其被插入和被成型到孔区域中。替代地,在本上下文中,作为身体护理产品,尤其可以设想牙线器。对此,尤其是纸盒管或纸材料制的层被包覆成型,其中,尤其是牙线器头直接被注塑到纸盒管或纸材料制的层上。在制造时,尤其在第一步骤中纸盒管或纸材料制的层被制造,该纸盒管构成手柄单元。然后,纸盒管或纸材料制的层被包覆成型,其中,在这里,尤其是施用单元以牙线器头的形式构成。替代地,在本上下文中,作为身体护理产品,尤其可以设想牙缝清洁器。对此,尤其是纸盒管或纸材料制的层被包覆成型,其中,尤其是牙缝清洁器直接被注塑到纸盒管或纸材料制的层上。在制造时,尤其是在第一步骤中纸盒管被制造,该纸盒管构成材料手柄主体。然后,纸盒管或纸材料制的层被包覆成型,其中,在这里,尤其是施用单元以牙缝清洁器的形式构成。此外,手柄单元可以设置有用于更换身体护理产品的接口。在制造时,尤其是在第一步骤中纸盒管或纸材料制的层被制造,该纸盒管构成手柄单元。然后,纸盒管被包覆成型,其中,在这里,尤其是到施用单元的接口被构成。施用单元配备有接口的配合件并且可以因此包括各种用途,例如牙线器、牙刷、牙缝清洁器。还提出的是,身体护理产品具有至少一个功能部件,该功能部件利用纸材料被包覆成型。在这里,功能部件可以尤其由手柄单元和/或施用单元的芯形成,该芯采用已知方法例如塑料注塑方法来制造。在这里,包覆成型与功能部件的连接可以尤其通过底切、穿孔,即尤其是力配合和/或形状配合、或以化学方式、例如尤其是通过材料配合来实现。为此,功能部件可以尤其以预处理方式构成,尤其是在包覆成型之前,使得可以例如借助特殊的漆和/或涂层来形成连接。在本上下文中,作为身体护理产品,尤其可以设想牙缝清洁器或牙刷。为此,尤其是施用单元和/或手柄单元的部件以塑料注塑方式制造,其中,施用单元和/或手柄单元的部件部分地利用纸材料包覆成型。
[0154]
身体护理产品、尤其是手柄单元的纸材料也可以利用注塑部件与至少一个功能部件也分开地注塑,以便然后在下游工艺中与例如以纸盒管形式的纸材料或与纸材料制的层连接。
[0155]
这对于已经提到的例子是有用的(例如,具有注塑刷毛的刷头或具有常规/挤出细丝的刷毛板,用作牙刷、牙缝清洁器、牙线器等)。在这里,在具有至少一个功能部件的至少一个注塑部件上设置有用于与纸材料连接的器件。连接然后借助胶合、粘合、密封、铆接、变形等进行。
[0156]
如果使用纸材料制的一个层或多个层,则这些层可以当然如在本文中在其他地方描述的那样在注塑或连接之前或之后使用在本文中提到的各种方法(折叠、变形、压花、开槽、精加工、涂层等)来加工。
[0157]
此外,提出的是,身体护理产品、尤其是材料手柄主体具有至少一个层,该层至少部分地变形和/或压制和/或深拉。至少一个层可以尤其不仅从纸材料的一个或多个片材或坯材和/或从卷材开卷来制造。身体护理产品尤其具有多个层。这些层、尤其是材料手柄主体的层可以例如借助粘合、焊接和/或层压相互连接。此外,设想的是,至少一个层在加工之前被预处理。作为预处理,例如可以设想压花,目的是在最终产品的表面上产生结构。替代地或附加地,作为预处理可以设想涂层。例如,每一层的内侧可以设置用于粘合,而外侧具
有防潮保护。因此,每一层可以具有带有不同涂层的两个侧部。替代地或附加地,作为预处理可以设想印刷。此外,可以设想的是,至少一个层在制造之后被后处理。作为后处理,例如可以设想涂层、印刷和/或层压。在本上下文中,作为身体护理产品,尤其可以设想牙签或牙线器。然而,相应地也可以设想用于手柄单元的替代的一般基本形状。身体护理产品的至少一个层特别变形,优选地深拉,尤其借助压力和热量。由此,尤其例如产生用于更好地实现人体工程学的抓握几何形状。可以尤其提供一种具有体积大的手柄单元的身体护理产品。也可以设想的是,手柄单元由两个组装的深拉半壳组成,它们在相互连接的状态下包围空腔。半壳的连接可以例如借助粘合、焊接、密封和/或插接来进行。因此,可以尤其例如制造牙刷的手柄单元。
[0158]
可选地,可以尤其已经在身体护理产品的制造时进行产品的分组。例如,可以类似于当今在牙缝清洁器的情况下提供一组牙线器,这些牙缝清洁器在使用时被分离。身体护理产品可以尤其已经通过纸材料连接,其中,尤其存在穿孔,身体护理产品可以在该穿孔处被分离。由此,可以尤其实现更简单的加工,其中,进行分组制造并且只有在使用时才进行分离。
[0159]
作为对纸材料的卷绕的替代方案,尤其也可以设想纸材料的挤出以产生圆柱形结构。作为对纸材料的研磨的替代方案,尤其也可以设想纸材料的旋转以产生旋转对称的几何形状。
[0160]
此外,可以设想的是,在身体护理产品上的纸材料上设置有功能性切割边缘和/或边缘。尤其设置有具有不同边缘的纸,其中,这些边缘在功能上可以具有其他特性。功能侧部可以例如呈波纹状构成,而没有功能的侧部可以平滑地构成。然而,也可以设想反向设计。可以尤其进行切割边缘的后续处理,以避免例如受伤风险或吸水。可以尤其设置克服锐边性的机械后处理,例如对边缘进行折断、卷边、弯曲和/或压花。此外,也可以设置由蜡或漆制成的涂层。
[0161]
此外,可以产生纸材料的特殊表面。可以尤其是在不同的侧部上产生不同的表面,例如在颜色或表面特性方面。
[0162]
此外,可以设想的是,设置有用于支架例如脚的器件的折叠、交错。尤其地,纸材料可以折叠在产品端部上,使得身体护理产品可以直立地支承。可以尤其产生支脚。
[0163]
此外,可以通过分段地减小材料厚度来产生柔性。可以尤其产生弯曲边缘。材料厚度的相应减小可以例如通过在扁平变型例中的开槽或通过穿孔来实现。
[0164]
根据本发明的公开内容,借助焊接的连接不必在整个接触表面上进行。因此,例如撕裂接片和/或某些边缘位置或边缘区域不能被焊接。此外,例如焊接也可以仅在边缘处进行,而省略内表面。此外,也可以设想的是,省略焊接,例如为了产生移动性。替代地,也可以设想的是,有意地焊接以产生移动性,尤其是在折叠边缘的区域中。替代地或附加地,也可以仅在与施用单元的接口的区域中焊接,例如仅在清洁元件载体的连接部段中焊接。
[0165]
在身体护理产品构成为牙缝刷时,手柄单元尤其是比已知的塑料手柄轻。一种具有卷绕的或分层的材料手柄主体的牙缝刷具有小于2g、优选小于1g、最优选小于0.6g的总重量。一种具有分层的材料手柄主体的牙线器具有小于2g、优选小于1.2g、最优选小于0.8g的总重量。具有卷绕的或分层的材料手柄主体的牙缝刷的重心从下端部测量为总长度的40%至70%、优选45%至60%。
[0166]
还提出的是,纸材料具有拒水性涂层和/或浸渍。通过相应的涂层和/或浸渍也可以实现纸材料的吸水性的降低。因此,纸材料也可以用于多种应用。在这里,浸渍可以例如借助塑料和/或蜡等进行。
[0167]
还提出的是,纸材料以涂漆和/或印刷方式构成。由此,可以尤其实现纸材料的有利的个性化。在纸材料上可以尤其实现有利地简单的印刷。可以尤其实现精加工。精加工可以例如涂漆,在这里可以使用例如uv高光泽漆、纹理漆、软触漆或闪光漆。替代地或附加地,纸材料可以具有印刷。纸材料可以例如具有在水基漆上的印刷,该水基漆与常规漆相比是环保的。
[0168]
此外,本发明涉及一种系统,其具有多个、尤其是相同构成的身体护理产品,这些身体护理产品各自具有材料手柄主体,其中,身体护理产品的材料手柄主体通过穿孔可分离地相互连接。
[0169]
此外,本发明涉及一种销售单元,其具有:至少一个包装,该包装至少部分地由纸材料组成;和至少一个根据前述权利要求中任一项所述的身体护理产品,其中,身体护理产品的手柄单元的材料手柄主体具有纸材料制的至少一个层,其中,该层与包装至少部分地单件式构成。优选地,身体护理产品构成为可折叠的牙刷。优选地,包装形成后续产品的一部分。例如,在包装中提供具有安装的刷毛区域的产品。纸材料制的层如此折叠,使得刷毛区域和在使用中可以接触的部件位于包装内部。为此,产品相对于使用状态相反地折叠,即用型产品的外表面在包装状态下形成产品的内表面。产品在一定程度上被倒置。在这里,也可以实现的是,纸材料制的层的某些区域在安装到即用状态之前被分离。
[0170]
此外,本发明涉及一种用于制造身体护理产品的方法。提出的是,手柄单元的材料手柄主体被卷绕到纸材料制的至少一个层上。由此,可以尤其制造有利地稳定的材料手柄主体。优选地,纸材料制的层围绕限定的卷绕轴线被卷起。卷绕轴线优选地平行于、尤其同轴于手柄单元的纵向轴线伸展。优选地,该层在垂直于手柄单元的纵向轴线的平面中至少分段地、尤其完全地卷绕成螺旋形横截面。该层的最大表面尤其围绕手柄单元的纵向轴线延伸。优选地,材料手柄主体的至少一个层被卷绕成圆柱形形状。
[0171]
此外,提出的是,施用单元在至少一个连接部段中被卷入到材料手柄主体中。由此,可以尤其在施用单元和手柄单元之间提供有利的连接。
[0172]
还提出的是,手柄单元的材料手柄主体由纸材料制的相互连接的至少两个层分层。由此,可以尤其有利地制造材料手柄主体。可以尤其提供有利地稳定且易于制造的材料手柄主体。在制造方法中,尤其是构成层的纸材料制的片材被预冲压。预冲压尤其是在功能元件、尤其是施用单元的布置区域中进行。特别地,手柄本体的区域是预先冲压的,在组装功能元件之后不能再对其进行冲压。尤其是对材料手柄主体的在安装功能元件之后不再能被冲压的区域进行预冲压。然后,尤其是预冲压的片材被制备并且丝线被插入。随后,另外的预冲压的片材被放置在其上,并且片材例如通过层压、焊接和/或粘合被连接。然后,身体护理产品、尤其是其外部几何形状被精密冲压并且多余的丝线被移除。也可以设想的是,省去相应的步骤,并且取代预冲压而直接正确冲压,并且丝线不会直接突出到最终的外部几何形状上。
[0173]
还提出的是,施用单元被粘合和/或层压在材料手柄主体中的至少两个层之间的至少一个连接部段中。施用单元可以以由本领域技术人员认为合理的各种方式被锚定。锚
定可以例如通过借助粘合剂紧固施用单元来进行。替代地或附加地,锚定可以通过焊接来进行。施用单元可以借助焊接紧固在层之间。
[0174]
身体护理产品的上述实施方式也可以组合。示例:
[0175]
·
具有卷绕的材料手柄主体的牙缝刷可以在与刷相对的端部上被削尖,从而构成牙签。
[0176]
·
构成为牙线器的分层的主体可以在与牙线器相对的端部上包含牙签或牙缝刷。
[0177]
·
具有空心材料手柄主体的牙签可以在空心部分中收纳具有卷绕的材料手柄主体的牙缝刷。
[0178]
在本文中,根据本发明的身体护理产品不应限于上述的应用和实施方式。尤其地,根据本发明的身体护理产品可以具有与本文提到的各个元件、构件以及单元的数量不同的数量和/或具有它们的任意合理的组合以执行本文所述的功能方式。此外,在本公开中给定的数值范围的情况下,位于提到的限度内的数值也应被认为是公开的且可任意使用。
[0179]
当然,在本文中示出的设计变型例是示例性的。在本发明的范围内,这些设计变型例的各个特征和元件可以在不脱离本发明的范围的情况下与其他设计变型例组合。
附图说明
[0180]
另外的优点产生于以下的附图说明。附图中示出了本发明的二十七个实施例。附图、说明书和权利要求书包含许多组合的特征。本领域技术人员也将符合目的地单独考虑这些特征并将它们组合成有意义的另外的组合。在附图中:
[0181]
图1a以示意图示出了根据本发明的构成为牙缝刷的身体护理产品的施用单元;
[0182]
图1b以示意图示出了在制造时的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0183]
图1c以示意图示出了制成的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0184]
图1d以示意性剖视图示出了手柄单元的材料手柄主体的层的部分截面;
[0185]
图2a以示意图示出了在制造时的替代的构成为牙线器的根据本发明的各身体护理产品的多个手柄单元的第一层;
[0186]
图2b以示意图示出了在制造时的替代的根据本发明的身体护理产品的多个手柄单元的第一层和具有所示的清洁元件的多个施用单元;
[0187]
图2c以示意图示出了在制造时的替代的根据本发明的身体护理产品的手柄单元和施用单元;
[0188]
图2d以示意图示出了制成的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0189]
图3a以示意图示出了在制造时的另外的替代的根据本发明的构成为牙线器的具有施用单元和手柄单元的处于未折叠状态的身体护理产品;
[0190]
图3b以示意图示出了在制造时的另外的替代的根据本发明的具有施用单元和处于部分折叠状态的手柄单元的身体护理产品;
[0191]
图3c以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0192]
图4a以示意图示出了在制造时的另外的替代的构成为牙线器的根据本发明的各身体护理产品的多个手柄单元的第一层;
[0193]
图4b以示意图示出了在制造时的另外的替代的根据本发明的身体护理产品的多个手柄单元的第一层和具有所示的清洁元件的多个施用单元;
[0194]
图4c以示意图示出了在制造时的另外的替代的根据本发明的身体护理产品的手柄单元和施用单元;
[0195]
图4d以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0196]
图5a以示意图示出了另外的替代的根据本发明的构成为牙缝刷的身体护理产品的施用单元;
[0197]
图5b以示意图示出了在制造时的另外的替代的根据本发明的身体护理产品的多个手柄单元的第一层和多个施用单元;
[0198]
图5c以示意图示出了在制造时的另外的替代的根据本发明的身体护理产品的手柄单元和施用单元;
[0199]
图5d以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0200]
图5e以示意图示出了多个制成的另外的替代的根据本发明的相互连接的具有施用单元和手柄单元的身体护理产品;
[0201]
图6a以示意图示出了另外的替代的根据本发明的构成为牙线器的身体护理产品的手柄单元;
[0202]
图6b以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0203]
图7a以示意图示出了制成的另外的替代的根据本发明的构成为牙刷的具有施用单元和插塞的手柄单元的身体护理产品;
[0204]
图7b以示意性分解图示出了另外的替代的根据本发明的具有施用单元和插塞的手柄单元的身体护理产品;
[0205]
图8a以示意图示出了在制造时的另外的替代的根据本发明的构成为牙签的身体护理产品;
[0206]
图8b以3d示意图示出了制成的另外的替代的根据本发明的身体护理产品;
[0207]
图8c以示意性侧视图示出了制成的另外的替代的根据本发明的身体护理产品;
[0208]
图9a以示意图示出了在制造时的另外的替代的根据本发明的身体护理产品的施用单元;
[0209]
图9b以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0210]
图10a以示意图示出了另外的替代的根据本发明的构成为牙签的处于未折叠状态的身体护理产品;
[0211]
图10b以示意图示出了另外的替代的根据本发明的处于折叠施用状态的身体护理产品;
[0212]
图11a以示意图示出了在制造时的另外的替代的根据本发明的构成为牙刷的身体
护理产品的手柄单元;
[0213]
图11b以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0214]
图12a以示意图示出了在制造时的另外的替代的根据本发明的构成为牙刷的身体护理产品的施用单元;
[0215]
图12b以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0216]
图13a以示意图示出了制成的另外的替代的根据本发明的构成为牙线器的具有施用单元和手柄单元的身体护理产品,该手柄单元具有槽;
[0217]
图13b示出了另外的替代的根据本发明的身体护理产品的手柄单元沿着剖切线a-a的示意性剖视图;
[0218]
图14a以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0219]
图14b以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的处于竖立状态的身体护理产品;
[0220]
图15a以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0221]
图15b以示意性侧视图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的处于竖立状态的身体护理产品;
[0222]
图16a以示意图示出了在制造时的另外的替代的构成为牙线器的根据本发明的身体护理产品的手柄单元的第一层;
[0223]
图16b以示意图示出了在制造时的另外的替代的根据本发明的身体护理产品的构成施用单元且部分地构成手柄单元的第二层;
[0224]
图16c以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0225]
图17a以示意图示出了另外的替代的根据本发明的构成为牙缝刷的身体护理产品的施用单元;
[0226]
图17b以示意图示出了在制造时的另外的替代的根据本发明的身体护理产品的手柄单元;
[0227]
图17c以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品;
[0228]
图18以示意图示出了另外的替代的根据本发明的构成为牙签的具有施用单元的第一可能构成的身体护理产品;
[0229]
图19以示意图示出了另外的替代的根据本发明的构成为牙签的具有施用单元的第二可能构成的身体护理产品;
[0230]
图20以示意图示出了另外的替代的根据本发明的构成为牙签的具有施用单元的第三可能构成的身体护理产品;
[0231]
图21a以示意图示出了另外的替代的构成为牙刷的身体护理产品的头区域的刷毛板;
[0232]
图21b以示意图示出了另外的替代的构成为牙刷的处于刷过状态的身体护理产品的头区域的刷毛板;
[0233]
图21c以示意图示出了在制造时的另外的替代的根据本发明的构成为牙刷的身体护理产品的手柄单元;
[0234]
图21d以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品,该施用单元包括刷毛板;
[0235]
图22a以示意形分解图示出了另外的替代的根据本发明的构成为牙线器的具有施用单元和两件式手柄单元的身体护理产品,该两件式手柄单元具有凸起部;
[0236]
图22b以示意图示出了制成的另外的替代的根据本发明的构成为牙线器的具有施用单元和手柄单元的身体护理产品;
[0237]
图22c示出了另外的替代的根据本发明的身体护理产品的手柄单元的示意性剖视图;
[0238]
图23以示意图示出了制成的另外的替代的根据本发明的构成为牙缝刷的具有施用单元和手柄单元的身体护理产品;
[0239]
图24a以示意图示出了制成的另外的替代的根据本发明的具有施用单元、手柄单元和布置在手柄单元上的保护元件的身体护理产品;
[0240]
图24b以示意图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的移除了保护元件的身体护理产品;
[0241]
图25a以示意图示出了另外的替代的根据本发明的构成为牙刷的具有手柄单元和施用单元的处于未折叠状态的身体护理产品;
[0242]
图25b以3d示意图示出了另外的替代的根据本发明的具有手柄单元和施用单元的处于折叠施用状态的身体护理产品;
[0243]
图25c以3d示意图示出了另外的替代的根据本发明的具有手柄单元和施用单元的处于折叠施用状态的身体护理产品;
[0244]
图25d以示意性侧视图示出了另外的替代的根据本发明的具有手柄单元和施用单元的处于折叠施用状态的身体护理产品;
[0245]
图25e以示意性仰视图示出了另外的替代的根据本发明的具有手柄单元和施用单元的处于折叠施用状态的身体护理产品;
[0246]
图26a以示意图示出了具有包装和另外的替代的根据本发明的构成为牙刷的处于未折叠状态的身体护理产品的销售单元;
[0247]
图26b以3d示意图示出了处于折叠、关闭状态的销售单元的包装;
[0248]
图26c以3d示意性前视图示出了另外的替代的根据本发明的具有手柄单元和施用单元的处于折叠施用状态的身体护理产品;
[0249]
图26d以3d示意性后视图示出了另外的替代的根据本发明的具有手柄单元和施用单元的处于折叠施用状态的身体护理产品;
[0250]
图27a以示意图示出了在制造时的另外的替代的根据本发明的构成为牙刷的身体护理产品的手柄单元的层;
[0251]
图27b以示意性前视图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品,该施用单元包括刷毛板;
[0252]
图27c以示意性后视图示出了制成的另外的替代的根据本发明的具有施用单元和手柄单元的身体护理产品,该施用单元包括刷毛板。
具体实施方式
[0253]
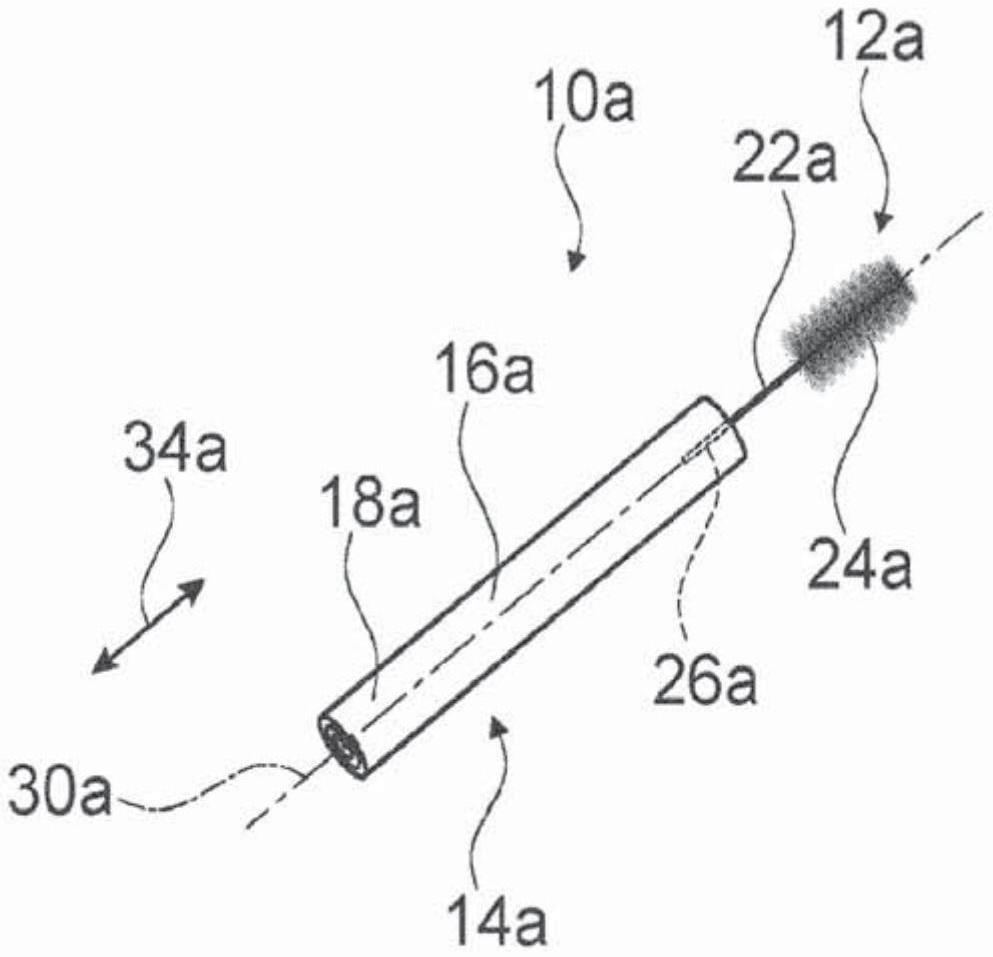
图1a以示意性立体图示出了身体护理产品10a的施用单元12a。身体护理产品10a由口腔卫生用品形成。在当前情况下,身体护理产品10a构成为牙缝刷。身体护理产品10a也可以构成为一次性牙刷或也可以构成为替换头牙刷。此外,身体护理产品10a可以构成为牙线器、单簇刷、牙缝清洁器、舌头清洁器等。此外,可以设想组合的身体护理产品10a,该身体护理产品10a组合了至少两种不同的功能,例如具有舌头清洁器的牙刷、具有按摩元件的牙刷、具有牙线器的牙缝清洁器等等。
[0254]
身体护理产品10a具有施用单元12a。此外,身体护理产品10a具有至少一个与施用单元12a连接的手柄单元14a。
[0255]
以下,参考图1a至图1c,这些图示出了身体护理产品10a的不同视图和制造阶段。由于视图的不同,一些元件没有在所有的图中示出并因此没有在所有图中设有附图标记。
[0256]
身体护理产品10a具有纵向轴线30a和高度轴线。纵向轴线30a平行于身体护理产品10a的主延伸方向34a布置。
[0257]
施用单元12a布置在身体护理产品10a的上侧上。施用单元12a形成身体护理产品10a的最上点。
[0258]
手柄单元14a设置用于由操作者抓握。手柄单元14a具有圆柱形的基本形状。手柄单元14a还具有材料手柄主体16a。材料手柄主体16a形成手柄单元14a的主体积。材料手柄主体16a具有圆柱形形状。手柄单元14a的材料手柄主体16a至少部分地、尤其是至少在很大程度上由纸材料组成。材料手柄主体16a完全由纸材料组成。手柄单元14a的材料手柄主体16a具有纸材料制的至少一个层18a,该层18a以卷绕方式构成。材料手柄主体16a示例性地具有恰好一个层18a,但也可以设想多层结构。纸材料制的层18a围绕限定的卷绕轴线被卷起。卷绕轴线平行于、尤其是同轴于身体护理产品10a的纵向轴线30a伸展。层18a在材料手柄主体16a的制造时被卷起。层18a在最终状态下、尤其是在制造之后构成卷材、尤其是圆柱形卷材。材料手柄主体16a的层18a被卷绕成圆柱形形状。材料手柄主体16a的层18a借助粘合、焊接和/或层压在卷材中与其自身连接。纸材料被卷绕成实心卷材。材料手柄主体16a可以尤其笔直地或呈螺旋形卷绕。材料手柄主体16a具有2mm至10mm、优选3mm至7mm的直径。可选地,除了纸材料制的卷材之外,材料手柄主体16a还可以设置有塑料头,该塑料头防止例如水的渗透。
[0259]
此外,施用单元12a具有清洁元件载体22a和多个与清洁元件载体22a连接的、尤其旋入的清洁元件24a。清洁元件载体22a示例性地由金属丝形成,其中,清洁元件24a由旋入到金属丝中的刷毛形成。然而,也可以设想清洁元件载体22a和/或清洁元件24a的由本领域技术人员认为合理的其他设计。清洁元件载体22a利用背离清洁元件24a的连接部段26a与材料手柄主体16a连接以与手柄单元14a连接。连接部段26a尤其由背离清洁元件24a的金属丝端部形成。施用单元12a的清洁元件载体22a的连接部段26a尤其在身体护理产品10a的制造状态下伸到材料手柄主体中并且由该材料手柄主体包围。施用单元12a通过连接部段26a直接与材料手柄主体16a连接。施用单元12a的清洁元件载体22a构成为在背离清洁元件24a
的连接部段26a上被卷入到材料手柄主体16a的层18a中。在这里,施用单元12a的连接部段26a在材料手柄主体16a的制造时被卷入到材料手柄主体16a中。在这里,施用单元12a的连接部段26a直接在层18a的卷绕时与材料手柄主体16a连接,例如尤其是粘合。施用单元12a的清洁元件载体22a以材料配合方式、尤其借助粘合和/或焊接与材料手柄主体16a连接。
[0260]
尤其公开了一种用于制造身体护理产品10a的方法。在该方法中,手柄单元14a的材料手柄主体16a从纸材料制的层18a被卷绕。此外,施用单元12a在至少一个连接部段26a中被卷入到材料手柄主体16a中。在这里,一种相应的用于制造的方法流程可以在一个变型例中如此进行,使得在第一步骤中以牙缝刷形式的施用单元12a通过旋入被制造(见图1a)。然后,在第二方法步骤中卷绕材料手柄主体16a的至少一个层18a,同时将施用单元12a的连接部段26a卷入到材料手柄主体16a中(见图1b)。将施用单元12a锚定在材料手柄主体16a中可以尤其通过粘合剂、焊接或挤压来进行。为此,可能需要采取另外的方法步骤。制成的身体护理产品10a在图1c中示出。
[0261]
此外,规定的是,材料手柄主体16a的纸材料具有拒水性涂层和/或浸渍。通过相应的涂层和/或浸渍也可以实现纸材料的吸水性的降低。因此,纸材料也可以适合于多次使用。在这里,浸渍可以例如借助塑料和/或蜡等进行。另外规定的是,材料手柄主体的纸材料以涂漆和/或印刷方式构成。可以尤其实现表面修饰。表面修饰可以例如是涂漆,在这里可以使用例如uv高光泽漆、纹理漆、软触漆或闪光漆。替代地或附加地,纸材料可以具有印刷。纸材料可以例如在水基漆上具有印刷,该水基漆与常规漆相比是环保的。替代地或附加地,也可以设想的是,材料手柄主体16a的端部被挤压或例如用蜡密封。在密封时例如可以设想的是,已经在纸材料上设置有诸如蜡之类的填充物,并且仅须将材料手柄主体16a的端部加热以密封。
[0262]
图1d示出了材料手柄主体16a的层18a的示例性结构。层18a具有多个片层或子层68a、68a’、68a”,该多个片层或子层68a、68a’、68a”构成层18a。层18a具有第一片层或子层68a,该第一片层或子层68a构成基层,尤其是载体层。第一片层或子层68a由纸材料、尤其是纸组成。第一片层或子层68a尤其在外侧上具有印刷70a。印刷70a尤其设置用于设计材料手柄主体16a。印刷70a尤其是在预处理中被施加到第一层或子层68a上。此外,层18a具有第二片层或子层68a’。第二片层或子层68a’布置在第一层或子层68a的内侧上。第二片层或子层68a’由密封漆形成。第二片层或子层68a’在预处理中被施加到第一片层或子层68a上。密封漆用于在卷绕时连接层18a。此外,层18a具有第三片层或子层68a”。第三片层或子层68a”布置在第一片层或子层68a的外侧上。第三片层或子层68a”由保护漆形成。第三片层或子层68a
”’
在预处理中被施加到第一片层或子层68a上。保护漆用于保护层18a免受湿气渗透。
[0263]
图1d中的箭头78a示例性地限定从层18a的内侧到层18a的外侧的方向。
[0264]
在图2a至图27c中示出了本发明的另外的实施例。以下描述基本上限于实施例之间的差异,其中,关于相同的构件、特征和功能可以参考其他实施例、尤其是图1a至图1c的实施例的描述。为了区分实施例,图1a至图1c的实施例的附图标记中的字母a由图2a至图27c的实施例中的附图标记的字母b至z和结尾aa取代。对于名称相同的构件,尤其是对于具有相同附图标记的构件,原则上也可以参考附图和/或其他实施例、尤其是图1a至图1c的实施例的描述。
[0265]
图2a示出了在制造时的构成为牙线器的各身体护理产品10b的多个手柄单元14b
的第一层18b。在图2a至图2d中尤其部分地示出了同时制造的多个相同的身体护理产品10b。在这里,图2c示出了一个系统,该系统具有多个相同构成的身体护理产品10b,这些身体护理产品10b各自具有材料手柄主体16b,其中,身体护理产品10b的材料手柄主体16b通过穿孔可分离地相互连接。该系统尤其形成销售单元。然而,在下文中,基本上仅讨论身体护理产品10b中的一个,其中,原则上,描述也可适用于另外的身体护理产品10b。
[0266]
身体护理产品10b具有施用单元12b。此外,身体护理产品10b具有至少一个与施用单元12b连接的手柄单元14b。
[0267]
施用单元12b布置在身体护理产品10b的上侧上。施用单元12b形成身体护理产品10b的最上点。施用单元12b具有清洁元件24b,该清洁元件24b由牙线形成。施用单元12b尤其由清洁元件24b组成。
[0268]
手柄单元14b设置用于由操作者抓握。手柄单元14b还具有材料手柄主体16b。材料手柄主体16b形成手柄单元14b的主体积。材料手柄主体16b具有弯曲的、扁平的基本形状,该基本形状朝向施用单元12b被分成两个臂36b、36b’。臂36b、36b’设置成将牙线保持在两侧。手柄单元14b的材料手柄主体16b至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16b完全由纸材料组成。手柄单元14b的材料手柄主体16b具有纸材料制的至少两个层18b、20b,该两个层18b、20b以分层方式相互连接。手柄单元14b的材料手柄主体16b示例性地具有纸材料制的恰好两个层18b、20b。优选地,设置有2至6个层、优选2至4个层18b、20b。优选地,至少两个层18b、20b垂直于层18b、20b的主延伸平面叠加地布置并且相互连接。层18b、20b基本上相同构成并且尤其形成身体护理产品10b的相对的外侧。层18b、20b例如借助粘合和/或压制和/或焊接和/或层压相互连接。层18b、20b尤其在身体护理产品10b的制造时相互连接。
[0269]
施用单元12b布置在手柄单元14b上的材料手柄主体16b的至少两个层18b、20b之间。施用单元12b布置并固定在材料手柄主体16b的两个层18b、20b之间的两个臂36b、36b’的区域中。施用单元12b的清洁元件24b横跨在臂36b、36b’之间。
[0270]
尤其公开了一种用于制造身体护理产品10b的方法。在该方法中,手柄单元14b的材料手柄主体16b由纸材料制的相互连接的至少两个层18b、20b分层。在制造方法中,尤其是构成层18b、20b的纸材料制的片材被预冲压。预冲压至少在施用单元12b的布置区域中进行。尤其进行对材料手柄主体16b的区域的预冲压,这些区域在施用单元12b的安装之后不能再被冲压。然后,尤其地,形成第一层18b的预冲压的片材被制备并且清洁元件24b被插入(见图2a和图2b)。在这里,片材示例性地设置用于同时制造多个身体护理产品10b。随后,构成第二层20b的另外的预冲压的片材被放置在其上方并且层18b、20b被连接,例如通过层压、焊接和/或粘合(见图2c)。然后,身体护理产品10b、尤其是其外部几何形状可以被最终冲压并且施用单元12b的多余牙线被移除(见图2d)。也可以设想的是,省去相应的步骤并且直接正确地冲压而不是直接预冲压,并且施用单元12b的牙线不直接突出超过最终的外部几何形状。施用单元12b被粘合和/或层压在材料手柄主体16b中的至少两个层18b、20b之间的至少一个连接部段26b中。施用单元12b的清洁元件24b可以以由本领域技术人员认为合理的各种方式锚定。锚定可以例如通过借助粘合剂紧固施用单元12b的清洁元件24b来进行。清洁元件24b示例性地借助两个平行的固定件与材料手柄主体16b连接。由丝线形成的清洁元件24b也在未进一步示出的连接部段26b中以熔融方式构成。清洁元件24b借助粘合、
特别是借助热胶并借助熔融与材料手柄主体16b并行连接。在这里,清洁元件24b在离开密封区域时借助加热被熔融。通过熔融而构成蘑菇状/块茎状的端部,这提高了拉出力。这就是说,清洁元件24b在负载下不大会被撕裂。清洁元件24b的蘑菇状/块茎状的外端具有比丝线更大的直径并这样位于纸材料的外侧上。替代地或附加地,锚定可以通过焊接来进行。施用单元12b的清洁元件24b可以借助在层18b、20b之间的焊接来固定。单个制成的身体护理成品10b在图2d中示出。
[0271]
图3a示出了在制造时处于未折叠状态的构成为牙线器的身体护理产品10c。身体护理产品10c具有施用单元12c。此外,身体护理产品10c具有至少一个与施用单元12c连接的手柄单元14c。施用单元12c布置在身体护理产品10c的上侧上。施用单元12c形成身体护理产品10c的最上点。施用单元12c具有清洁元件24c,该清洁元件24c由牙线形成。施用单元12c尤其由清洁元件24c组成。
[0272]
手柄单元14c设置用于由操作者抓握。手柄单元14c还具有材料手柄主体16c。材料手柄主体16c形成手柄单元14c的主体积。材料手柄主体16c在最终状态下具有扁平的基本形状,该基本形状朝向施用单元12c被分成两个臂36c、36c’。臂36c、36c’设置成将牙线保持在两侧。手柄单元14c的材料手柄主体16c至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16c完全由纸材料组成。手柄单元14c的材料手柄主体16c具有纸材料制的至少一个层18c,该层18c构成为至少部分地折叠。手柄单元14c的材料手柄主体16c示例性地具有纸材料制的恰好一个层18c。层18c包括折叠轴线38c。在折叠轴线38c中,层18c具有折叠边缘40c。层18c在使用状态下在折叠边缘40c处围绕折叠轴线38c折叠。层18c构成为在折叠边缘40c中优选地穿孔和/或压花,以实现限定的折叠。层18c通过折叠边缘40c被分成两个侧部,尤其是子层42c、42c’。子层42c、42c’中的第二子层42c'被折叠到子层42c、42c’中的第一子层42b上以形成多层。为此,材料手柄主体16c在臂36c、36c’的上部具有构成为铰链的折叠边缘40c。在折叠边缘40c中,层18c可以折叠180
°
。层18c的折叠轴线38c垂直于身体护理产品10c的主延伸方向34c伸展。在这里,材料手柄主体16c可以尤其由纸片材或卷材冲压而成。此外,材料手柄主体16c的子层42c、42c’借助密封或粘合来连接。材料手柄主体16c的层18c被切割或冲压。
[0273]
施用单元12c被锚定到材料手柄主体16c的张紧接片44c、44c’上。张紧接片44c、44c’与层18c的第一子层42c单件式连接。张紧接片44c、44c’从臂36c、36c’向内突出并且设置成被弯曲。施用单元12c的清洁元件24c围绕张紧接片44c、44c’被引导。由此可以防止撕裂。此外,施用单元12c的清洁元件24c还可以固定在其他位置,例如借助由粘合剂构成的点。替代地,施用单元12c的清洁元件24c也可以形成为环或圈,即尤其是形成为没有端部的闭合环,从而可以省去相对于张紧接片44c、44c
”””’
的进一步固定。在这里,由丝线制成的环可以直接制成环,也可以通过打结制成。材料手柄主体16c的纸材料在制造时尤其被密封,其中,张紧接片44c、44c
”””’
被连同密封,由此清洁元件24c被固定。
[0274]
尤其公开了一种用于制造身体护理产品10c的方法。在该方法中,手柄单元14c的材料手柄主体16c从纸材料制的相互连接的至少两个层18c、20c被分层。在该制造方法中,尤其是层18c被冲压并且施用单元12c被提供(见图3a)。然后,张紧接片44c、44c’被弯曲,并且施用单元12c的清洁元件24c围绕张紧接片44、44c
′
被引导(见图3b)。此外,施用单元12c的清洁元件24c然后还可以固定在其他位置,例如借助由粘合剂构成的点。然后,施用单元
12c的多余牙线可以被移除。替代地,施用单元12c的清洁元件24c也可以形成为环或圈,即尤其是形成为没有端部的闭合环,从而可以省去相对于张紧接片44c、44c’的进一步固定。随后,子层42c、42c’中的第二子层42c’被折叠和密封到子层42b、42c’中的第一子层42c上,其中,张紧接片44c、44c’被密封。完成的身体护理产品10c在图3c中示出。
[0275]
图4a示出了在制造时的构成为牙线器的各身体护理产品10d的多个手柄单元14d的第一层18d。在图4a至图4d中尤其部分地示出了同时制造的多个相同的身体护理产品10d。在这里,图4c示出了一种系统,该系统具有多个相同构成的身体护理产品10d,这些身体护理产品10d各自具有材料手柄主体16d,其中,身体护理产品10d的材料手柄主体16d通过穿孔可分离地相互连接。该系统尤其形成销售单元。然而,在下文中,基本上仅讨论身体护理产品10d中的一个,其中,原则上,描述也可适用于另外的身体护理产品10d。
[0276]
身体护理产品10d具有施用单元12d。此外,身体护理产品10d具有至少一个与施用单元12d连接的手柄单元14d。
[0277]
施用单元12d布置在身体护理产品10d的上侧上。施用单元12d形成身体护理产品10d的最上点。施用单元12d至少部分地、尤其至少在很大程度上由纸材料组成。施用单元12d具有包括纸材料的清洁元件24d。清洁元件24d由牙缝清洁纸形成。施用单元12d由清洁元件24d组成。
[0278]
手柄单元14d设置用于由操作者抓握。手柄单元14d还具有材料手柄主体16d。材料手柄主体16d形成手柄单元14d的主体积。材料手柄主体16d具有弯曲的、扁平的基本形状,该基本形状朝向施用单元12d被分成两个臂36d、36d’。臂36d、36d’设置成将清洁元件24d保持在两侧。手柄单元14d的材料手柄主体16d至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16d完全由纸材料组成。手柄单元14d的材料手柄主体16d具有纸材料制的至少两个层18d、20d,该两个层18d、20d以分层方式相互连接。手柄单元14d的材料手柄主体16d示例性地具有纸材料制的恰好两个层18d、20d。优选地,设置有2至6个层、优选2至4个层18d、20d。优选地,至少两个层18d、20d垂直于层18d、20d的主延伸平面叠加地布置并且相互连接。层18d、20d基本上相同构成并且尤其形成身体护理产品10d的相对的外侧。层18d、20d例如借助粘合和/或压制和/或焊接和/或层压相互连接。层18d、20d尤其在身体护理产品10d的制造时相互连接。
[0279]
施用单元12d布置在手柄单元14d上的材料手柄主体16d的至少两个层18d、20d之间。施用单元12d布置并固定在材料手柄主体16d的两个层18d、20d之间的两个臂36d、36d’的区域中。施用单元12d横跨在臂36d、36d’之间。
[0280]
尤其公开了一种用于制造身体护理产品10d的方法。在该方法中,手柄单元14d的材料手柄主体16d由纸材料制的相互连接的至少两个层18d、20d分层。在制造方法中,尤其是构成层18d、20d的纸材料制的片材被预冲压。预冲压至少在施用单元12d的布置区域中进行。尤其进行对材料手柄主体16d的区域的预冲压,这些区域在施用单元12d的安装之后不能再被冲压。然后,尤其地,形成第一层18d的预冲压的片材被制备并且清洁元件24b被插入(见图4a和图4b)。在这里,片材示例性地设置用于同时制造多个身体护理产品10d。随后,构成第二层20d的另外的预冲压的片材被放置在其上方并且层18d、20d被连接,例如通过层压、焊接和/或粘合(见图4c)。然后,身体护理产品10d、尤其是其外部几何形状可以被最终冲压并且施用单元12d的多余清洁元件24d被移除(见图4d)。也可以设想的是,省去相应的
步骤并且直接正确地冲压而不是直接预冲压,并且施用单元12d的清洁元件24d不直接突出超过最终的外部几何形状。施用单元12d被粘合和/或层压在材料手柄主体16d中的至少两个层18d、20d之间的至少一个连接部段26d中。施用单元12d的清洁元件24d可以以由本领域技术人员认为合理的各种方式锚定。锚定可以例如通过借助粘合剂紧固施用单元12d的清洁元件24d来进行。替代地或附加地,锚定可以通过焊接来进行。施用单元12d的牙线丝线可以借助在层18d、20d之间的焊接来紧固。单个制成的身体护理成品10d在图4d中示出。
[0281]
图5a以示意图示出了身体护理产品10e的施用单元12e。在当前情况下,身体护理产品10e构成为牙缝刷。在图5a至图5c和图5e中尤其部分地示出了同时制造的多个相同的身体护理产品10e。然而,在下文中,基本上仅讨论身体护理产品10e中的一个,其中,原则上,描述也可适用于另外的身体护理产品10e。
[0282]
身体护理产品10e具有施用单元12e。此外,身体护理产品10e具有至少一个与施用单元12e连接的手柄单元14e。
[0283]
施用单元12e布置在身体护理产品10e的上侧上。施用单元12e形成身体护理产品10e的最上点。
[0284]
手柄单元14e设置用于由操作者抓握。手柄单元14e还具有材料手柄主体16e。材料手柄主体16e形成手柄单元14e的主体积。材料手柄主体16e具有扁平的、细长的基本形状。手柄单元14e的材料手柄主体16e至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16e完全由纸材料组成。手柄单元14e的材料手柄主体16e具有纸材料制的至少两个层18e、20e,该两个层18e、20e以分层方式相互连接。手柄单元14e的材料手柄主体16e示例性地具有纸材料制的恰好两个层18e、20e。优选地,设置有2至6个层、优选2至4个层18e、20e。优选地,至少两个层18e、20e垂直于层18e、20e的主延伸平面叠加地布置并且相互连接。层18e、20e基本上相同构成并且尤其形成身体护理产品10e的相对的外侧。层18e、20e例如借助粘合和/或压制和/或焊接和/或层压相互连接。层18e、20e尤其在身体护理产品10e的制造时相互连接。
[0285]
此外,施用单元12e具有清洁元件载体22e和多个与清洁元件载体22e连接的、尤其旋入的清洁元件24e。清洁元件载体22e示例性地由金属丝形成,其中,清洁元件24由旋入到金属丝中的刷毛形成。
[0286]
清洁元件载体22e利用背离清洁元件24e的连接部段26e与材料手柄主体16e连接以与手柄单元14e连接。连接部段26e尤其由背离清洁元件24的金属丝端部形成。施用单元12e的清洁元件载体22e的连接部段26e尤其在身体护理产品10e的制造状态下突出到材料手柄主体16e中并且由该材料手柄主体16e包围。施用单元12e通过连接部段26e直接与材料手柄主体16e连接。连接部段26e布置在手柄单元14e上的材料手柄主体16e的至少两个层18e、20e之间。此外,施用单元12e的清洁元件载体22e构成为不再可见地弯曲以与手柄单元14e在连接部段26e中部分地形状配合地连接。清洁元件载体22e的连接部段26e具有成角度的结构以锚定在材料手柄主体16e中。
[0287]
尤其公开了一种用于制造身体护理产品10e的方法。在该方法中,手柄单元14e的材料手柄主体16e由纸材料制的相互连接的至少两个层18e、20e分层。在这里,一种相应的用于制造的方法流程可以在一个变型例中如此进行,使得在第一步骤中以牙缝刷形式的施用单元12a通过旋入被制造(见图5a)。然后,尤其地,形成第一层18e的片材被制备并且施用
单元24e利用连接部段26e被插入(见图5b)。在这里,片材示例性地设置用于同时制造多个身体护理产品10e。随后,构成第二层20b的另外的片材被放置在其上方并且层18e、20e被连接,例如通过层压、焊接和/或粘合(见图5c)。然后,身体护理产品10e、尤其是其外部几何形状可以被冲压(见图5d)。单个制成的身体护理成品10e在图5d中示出。
[0288]
可选地,可以在身体护理产品10e的制造时进行身体护理产品10e的分组,这些身体护理产品10e在使用时被分离。身体护理产品10e可以通过纸材料部分地连接,其中,尤其存在不再可见的穿孔,身体护理产品10e可以在该穿孔处分离。图5e示出了一个系统,该系统具有多个相同构成的身体护理产品10e,这些身体护理产品10e各自具有材料手柄主体16e,其中,身体护理产品10e的材料手柄主体16e通过穿孔可分离地相互连接。由此,可以尤其实现更简单的加工,其中,制造是成组进行的,并且只有在使用时才进行分离(见图5e)。
[0289]
图6a示出了在制造时的构成为牙线器的身体护理产品10f的手柄单元14f的层18f。身体护理产品10f具有施用单元12f。此外,身体护理产品10f具有至少一个与施用单元12f连接的手柄单元14f。施用单元12f布置在身体护理产品10f的上侧上。施用单元12f形成身体护理产品10f的最上点。施用单元12f具有清洁元件24f,该清洁元件24f由牙线形成。施用单元12f尤其由清洁元件24f组成。
[0290]
手柄单元14f设置用于由操作者抓握。手柄单元14f还具有材料手柄主体16f。材料手柄主体16f形成手柄单元14f的主体积。材料手柄主体16f在最终状态下具有扁平的基本形状,该基本形状朝向施用单元12f被分成两个臂36f、36f’。臂36f、36f’设置成将清洁元件24f保持在两侧。手柄单元14f的材料手柄主体16f至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16f完全由纸材料组成。手柄单元14f的材料手柄主体16f具有纸材料制的至少一个层18f。材料手柄主体16f的层18f被分层或冲压。
[0291]
施用单元12f与材料手柄主体16f缝合。清洁元件24f在臂36f、36f’的端部上的两端部上与材料手柄主体16f缝合。身体护理产品10f具有另外的丝线46f,清洁元件24f借助该另外的丝线46f被缝合到材料手柄主体16f上。也可以设想的是,牙线丝线被缝合到第一层18f上,其中,牙线丝线被用作缝合介质。层18f具有的材料厚度为0.5mm至2mm,优选0.5mm至1.5mm,密度为180g/m2至500g/m2,优选240g/m2至400g/m2,尤其是使得可以实现借助缝合的连接。
[0292]
尤其公开了一种用于制造身体护理产品10f的方法。在该方法中,施用单元12f被缝合到材料手柄主体16f上。在制造方法中,尤其是层18f被冲压(见图6a)。尤其地,至少材料手柄主体16f的其中布置有施用单元12f的区域被冲压。然后,层18f被制备,并且清洁元件24f被提供并且借助丝线46f、46f’被缝合(见图6b)。制成的身体护理产品10f在图6b中示出。
[0293]
图7a以示意性立体图示出了身体护理产品10g的前侧。在当前情况下,身体护理产品10g构成为牙刷。
[0294]
身体护理产品10g具有至少一个施用单元12g。此外,身体护理产品10g具有至少一个手柄单元14g。
[0295]
至少一个施用单元12g具有头区域48g。头区域48g形成身体护理产品10g的刷头。头区域48g形成身体护理产品10g的清洁元件载体22g。在当前情况下,头区域48g构成为牙刷头。头区域48g尤其具有构成为刷毛载体的基体。头区域48g的基体完全由硬组分构成。然
而,也可以设想的是,头区域48g的基体由硬组分和软组分形成。头区域48g的基体构成刷毛载体。身体护理产品10g在头区域48g中还具有多个以凹槽形式的刷毛孔,这些刷毛孔各自收纳刷毛束。刷毛束形成身体护理产品10g的清洁元件24g。
[0296]
替代地,身体护理产品10g可以具有由头区域48g收纳的刷毛板,该刷毛板包括多个刷毛束。刷毛板示例性地由aft板形成。
[0297]
作为刷毛,可以考虑任何合适的刷毛。此外,在当前情况下,施用单元12g包括颈区域50g,该颈区域50g尤其将头区域48g与手柄单元14g连接。颈区域50g构成颈。
[0298]
此外,身体护理产品10g具有基体52g。基体52g至少部分地由硬组分组成。基体52g完全由硬组分组成。基体52g一件式构成。基体52g构成施用单元12g。基体52g完全构成施用单元12g。基体52g还部分地构成手柄单元14g。基体52g构成手柄单元14g的芯。基体52g在手柄单元14g的区域中具有至少近似圆柱形的基本形状。基体52g沿着纵向轴线30g沿着整个身体护理产品10g延伸。基体52g在身体护理产品10g的后端部具有倒圆的端部。基体52g可以由纸材料组成。
[0299]
手柄单元14g设置用于由操作者抓握。手柄单元14g具有圆柱形的基本形状。手柄单元14g还具有材料手柄主体16g。材料手柄主体16g形成手柄单元14g的主体积。材料手柄主体16g具有椭圆形形状。手柄单元14b的材料手柄主体16b至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16g完全由纸材料组成。手柄单元14g的材料手柄主体16g具有多个子元件54g、54g’、56g、56g’、56g”和56g
”’
,该多个子元件54g、54g’、56g、56g’、56g”和56g
”’
设置用于插装。为此,纸材料被切割成子元件54g、54g’、56g、56g’、56g”、56g
”’
,然后子元件54g、54g’、56g、56g’、56g”、56g
”’
被插装。
[0300]
基体52g和材料手柄主体16g构成形状配合。材料手柄主体16g的子元件54g、54g’、56g、56g’、56g”、56g
”’
被插接到基体52g上。为此,基体52g具有形状配合凹槽58g、58g’,这些形状配合凹槽58g、58g’设置用于与材料手柄主体16g的至少两个子元件54g、54g’以形状配合方式连接。前两个子元件54g、54g’由纸材料制的圆盘形成,这些圆盘各自具有用于滑动到形状配合凹槽58g、58g’上的收纳槽。此外,前两个子元件54g、54g’各自在外侧上以绕转方式具有形状配合凹槽,以与材料手柄主体16g的另外的子元件56g、56g’、56g”、56g
”’
以形状配合方式连接。另外的子元件56g、56g’、56g”、56g
”’
各自由弧形元件形成,这些弧形元件沿着纵向轴线30g沿着基体52g延伸。由此,可以尤其提供有利的三维手柄单元14g,其中,可以将材料费用保持较低。在这里,身体护理产品10g或其主体可以尤其由2至25个、优选4至12个单独部分组成。
[0301]
在这里,身体护理产品10g的插装不仅可以已在制造时进行,而且可以由用户自己进行。在由用户插装时,可以尤其将身体护理产品10g的包装尺寸有利地保持较小(见图7b)。
[0302]
身体护理产品10g采用某种方法来制造。在该方法中,在第一方法步骤中,具有施用单元12g的基体52g采用注塑方法来制造并提供。然后,子元件54g、54g’、56g’、56g”、56/g
”’
被切割,并且可选地,子元件54g、54g’、56g’、56g”、56/g
”’
被插接到基体52g上并且被插装。可以在必要时为子元件54g、54g’、56g’、56g”、56/g
”’
设置固定装置。
[0303]
图8a以示意性立体图示出了身体护理产品10h。在当前情况下,身体护理产品10h构成为牙签。
[0304]
身体护理产品10h具有施用单元12h。此外,身体护理产品10h具有至少一个与施用单元12h连接的手柄单元14h。
[0305]
手柄单元14h设置用于由操作者抓握。手柄单元14h具有圆柱形的基本形状。手柄单元14h还具有材料手柄主体16h。材料手柄主体16h形成手柄单元14h的主体积。材料手柄主体16h具有圆柱形形状。手柄单元14h的材料手柄主体16h至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16h完全由纸材料组成。手柄单元14h的材料手柄主体16h具有纸材料制的至少一个层18h,该层18h以卷绕方式构成。材料手柄主体16h示例性地具有恰好一个层18h,但也可以设想多层结构。纸材料制的层18h围绕限定的卷绕轴线被卷起。卷绕轴线平行于、尤其同轴于身体护理产品10h的纵向轴线30h伸展。层18h在最终状态下、尤其是在制造之后构成卷材、尤其是圆柱形卷材。材料手柄主体16a的层18a被卷绕成圆柱形形状。材料手柄主体16h的层18h借助粘合、焊接和/或层压在卷材中与其自身连接。纸材料被卷绕成空心圆柱形卷材。材料手柄主体16h可以尤其笔直地或呈螺旋形卷绕。
[0306]
施用单元12h与手柄单元14h单件式构成。施用单元12h通过倾斜切割材料手柄主体16h的端部来实现。
[0307]
在这里,为了制造身体护理产品10h,尤其是纸带从卷材被退绕并一起形成为卷材。在这里,纸带尤其被开卷到芯上并然后连接到芯上。随后,管的一端部可以被倾斜切割和/或削尖,从而在一端部上产生施用单元12h。在这里,施用单元12h尤其与手柄单元14h单件式构成。可选地,可以设想的是,身体护理产品10h的表面被后处理。在这里,可以设想的是,身体护理产品10h被涂漆以减少吸水性,或者身体护理产品10h被印刷。
[0308]
图9a以示意性立体图示出了身体护理产品10i。在当前情况下,身体护理产品10i构成为牙刷。
[0309]
身体护理产品10i具有施用单元12i。此外,身体护理产品10i具有至少一个与施用单元12i连接的手柄单元14i。
[0310]
施用单元12i示例性地由用于牙刷的可互换头形成。至少一个施用单元12i具有头区域48i。头区域48i形成身体护理产品10i的刷头。在当前情况下,头区域48i构成为牙刷头。头区域48i尤其具有构成为刷毛载体的基体。头区域48i的基体完全由硬组分构成。然而,也可以设想的是,头区域48i的基体由硬组分和软组分形成。头区域48i的基体构成刷毛载体。身体护理产品10i在头区域48i中还具有多个以凹槽形式的刷毛孔,这些刷毛孔各自收纳刷毛束。
[0311]
替代地,身体护理产品10i可以具有由头区域48i收纳的刷毛板,该刷毛板包括多个刷毛束。刷毛板示例性地由aft板形成。
[0312]
作为刷毛,可以考虑任何合适的刷毛。此外,在当前情况下,施用单元12i包括颈区域50i,该颈区域50i尤其将头区域48i与手柄单元14i连接。颈区域50i构成颈。
[0313]
手柄单元14i设置用于由操作者抓握。手柄单元14i具有圆柱形的基本形状。手柄单元14i还具有材料手柄主体16i。材料手柄主体16i形成手柄单元14i的主体积。材料手柄主体16i具有圆柱形形状。手柄单元14i的材料手柄主体16i至少部分地、尤其是至少在很大程度上由纸材料组成。材料手柄主体16i完全由纸材料组成。手柄单元14i的材料手柄主体16i具有纸材料制的至少一个层18i,该层18以卷绕方式构成。材料手柄主体16a示例性地具有恰好一个层18i,但也可以设想多层结构。纸材料制的层18i围绕限定的卷绕轴线被卷起。
卷绕轴线平行于、尤其是同轴于身体护理产品10i的纵向轴线30i伸展。层18i在材料手柄主体16i的制造时被卷起。层18i在最终状态下、尤其是在制造之后构成卷材、尤其是圆柱形卷材。材料手柄主体16i的层18i被卷绕成圆柱形形状。材料手柄主体16i的层18i借助粘合、焊接和/或层压在卷材中与其自身连接。纸材料被卷绕成空心圆柱形卷材。材料手柄主体16i可以尤其笔直地或呈螺旋形卷绕。
[0314]
此外,身体护理产品10i具有插塞连接单元28i,该插塞连接单元28i设置用于将施用单元12i与手柄单元14i以可松开方式插塞连接,该施用单元12i尤其构成为牙刷头。插塞连接单元28i与施用单元12i至少部分地单件式构成并且与手柄单元14i至少部分地单件式构成。插塞连接单元28i具有第一插塞连接元件60i和与第一插塞连接元件60i对应的第二插塞连接元件62i,该第一插塞连接元件60i与手柄单元14i牢固连接,该第二插塞连接元件62i与施用单元12i牢固连接。第一插塞连接元件60i由材料手柄主体16i中的圆柱形凹槽形成。在这里,凹槽可以已经通过材料手柄主体16i的空心圆柱形制造或通过事后钻孔来制造。第二插塞连接元件62i由销形凸肩形成,该销形凸肩设置成接合到第一插塞连接元件60i中。通过插塞连接单元28i可以尤其将施用单元12i与材料手柄主体16i分离。插塞连接单元28i尤其设置用于提供可松开或不可松开的卡定连接。
[0315]
图10a示出了在制造时处于未折叠状态的构成为牙签的身体护理产品10j。身体护理产品10j具有施用单元12j。此外,身体护理产品10j具有至少一个与施用单元12j连接的手柄单元14j。
[0316]
手柄单元14j设置用于由操作者抓握。手柄单元14j还具有材料手柄主体16j。材料手柄主体16j形成手柄单元14j的主体积。材料手柄主体16j在最终状态下具有扁平的三角形基本形状。手柄单元14j的材料手柄主体16j至少部分地、尤其是至少在很大程度上由纸材料组成。材料手柄主体16j完全由纸材料组成。手柄单元14j的材料手柄主体16j具有纸材料制的至少一个层18j,该层18j构成为在使用状态下至少部分地折叠。手柄单元14j的材料手柄主体16j示例性地具有纸材料制的恰好一个层18j。层18j包括折叠轴线38j。在折叠轴线38j中,层18j具有折叠边缘40j。层18j在使用状态下在折叠边缘40j处围绕折叠轴线38j折叠。层18j构成为在折叠边缘40j中穿孔、开槽和/或压花,以实现限定的折叠。层18j的折叠轴线38j平行于身体护理产品10j的主延伸方向34j。在这里,材料手柄主体16j可以尤其从纸片材或卷材折叠。
[0317]
施用单元12j与手柄单元14j单件式构成。施用单元12j通过折叠材料手柄主体16j的尖端部来实现。身体护理产品10j可以在使用中尤其折叠成三角形(见图10b)。
[0318]
图11a以示意性立体图示出了身体护理产品10k的手柄单元14k。在当前情况下,身体护理产品10k构成为牙刷。
[0319]
身体护理产品10k具有施用单元12k。此外,身体护理产品10k具有与施用单元12k连接的手柄单元14k。
[0320]
施用单元12k采用注塑方法来制造。至少一个施用单元12k具有头区域48k。头区域48k形成身体护理产品10k的刷头。在当前情况下,头区域48k构成为牙刷头。头区域48k尤其具有构成为刷毛载体的基体。头区域48k的基体完全由硬组分构成。然而,也可以设想的是,头区域48k的基体由硬组分和软组分形成。头区域48k的基体构成刷毛载体。身体护理产品10k在头区域48k中还具有多个以凹槽形式的刷毛孔,这些刷毛孔各自收纳刷毛束。
[0321]
替代地,身体护理产品10k可以具有由头区域48k收纳的刷毛板,该刷毛板包括多个刷毛束。刷毛板示例性地由aft板形成。
[0322]
作为刷毛,可以考虑任何合适的刷毛。此外,在当前情况下,施用单元12k包括颈区域50k,该颈区域50k尤其将头区域48k与手柄单元14k连接。颈区域50k构成颈。
[0323]
手柄单元14k设置用于由操作者抓握。手柄单元14k具有圆柱形的基本形状。手柄单元14k还具有材料手柄主体16k。材料手柄主体16k形成手柄单元14k的主体积。材料手柄主体16k具有圆柱形形状。手柄单元14k的材料手柄主体16k至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16k完全由纸材料组成。手柄单元14k的材料手柄主体16k具有纸材料制的至少一个层18k,该层18k以卷绕方式构成。材料手柄主体16k示例性地具有恰好一个层18k,但也可以设想多层结构。纸材料制的层18k围绕限定的卷绕轴线被卷起。卷绕轴线平行于、尤其同轴于身体护理产品10k的纵向轴线30k伸展。层18k在材料手柄主体16k的制造时被卷起。层18k在最终状态下、尤其是在制造之后构成卷材、尤其是圆柱形卷材。材料手柄主体16k的层18k被卷绕成圆柱形形状。材料手柄主体16k的层18k借助粘合、焊接和/或层压在卷材中与其自身连接。纸材料被卷绕成空心圆柱形卷材。材料手柄主体16k可以尤其笔直地或呈螺旋形卷绕。
[0324]
施用单元12k借助注塑方法被注塑到手柄单元14k上。为此,手柄单元14k尤其被插入到用于施用单元12k的注塑杀号中,其中,施用单元12k直接在手柄单元14k上被制造。在这里,包覆成型与纸材料的连接可以尤其通过底切、穿孔、即尤其是形状配合、或以化学方式、例如尤其是通过材料配合来实现。为此,纸材料可以尤其构成为被预处理,尤其是在包覆成型之前,使得可以例如借助特殊的漆和/或涂层来形成连接。图11b示出了完成的身体护理产品10k。
[0325]
图12a以示意性立体图示出了身体护理产品10l的施用单元12l。在当前情况下,身体护理产品10l构成为牙刷。
[0326]
身体护理产品10l具有施用单元12l。此外,身体护理产品10l具有至少一个与施用单元12l连接的手柄单元14l。
[0327]
施用单元12l采用塑料注塑方法来制造。至少一个施用单元12l具有头区域48l。头区域48l形成身体护理产品10l的刷头。在当前情况下,头区域48l构成为牙刷头。头区域48l尤其具有构成为刷毛载体的基体。头区域48l的基体完全由硬组分构成。然而,也可以设想的是,头区域48l的基体由硬组分和软组分形成。头区域48l的基体构成刷毛载体。身体护理产品10l在头区域48l中还具有多个以凹槽形式的刷毛孔,这些刷毛孔各自收纳刷毛束。
[0328]
替代地,身体护理产品10l可以具有由头区域48l收纳的刷毛板,该刷毛板包括多个刷毛束。刷毛板示例性地由aft板形成。
[0329]
作为刷毛,可以考虑任何合适的刷毛。此外,在当前情况下,施用单元12l包括颈区域50l,该颈区域50l尤其将头区域48l与手柄单元14l连接。颈区域50l构成颈。
[0330]
手柄单元14l设置用于由操作者抓握。手柄单元14l具有圆柱形的基本形状。手柄单元14l还具有材料手柄主体16l。材料手柄主体16l形成手柄单元14l的主体积。材料手柄主体16l具有圆柱形形状。手柄单元14l的材料手柄主体16l至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16l从纸材料注塑。在这里,纸材料尤其是以注射成型的方式被加工。原料尤其由工业淀粉、优选土豆、纸纤维、水,包括混合物组成。由此产生的纸
混合物然后用于借助注塑技术的进一步加工。纸注塑尤其分三个步骤进行。在第一步骤中进行注射,其中纸混合物被注射到铝杀号中。在第二步骤中进行烘焙工艺,其中纸混合物在工具中被烘焙,尤其是被加热。在第三步骤中进行脱模,其中完成的包装可以被移除。
[0331]
施用单元12l利用材料手柄主体16l的纸材料被包覆成型。施用单元121根据已知方法、例如尤其是塑料注塑方法来制造(见图12a)。在这里,包覆成型与功能部件的连接可以尤其通过底切、穿孔,即尤其是形状配合、或以化学方式、例如尤其是通过材料配合来实现。施用单元12l具有芯凸肩64l,该芯凸肩64l突出到材料手柄主体161中。施用单元12l可以尤其以预处理方式构成,尤其是在包覆成型之前,使得可以例如借助特殊的漆和/或涂层来形成连接。材料手柄主体141在施用单元121的制造之后在纸注塑中被成型到施用单元121上。图12b显示了完成的身体护理产品10l。
[0332]
图13a示出了构成为牙线器的身体护理产品10m。身体护理产品10m具有施用单元12m。此外,身体护理产品10m具有至少一个与施用单元12m连接的手柄单元14m。施用单元12m布置在身体护理产品10m的上侧上。施用单元12m形成身体护理产品10m的最上点。施用单元12m具有清洁元件24m,该清洁元件24m由牙线形成。施用单元12m尤其由清洁元件24m组成。
[0333]
手柄单元14m设置用于由操作者抓握。手柄单元14m还具有材料手柄主体16m。材料手柄主体16m形成手柄单元14m的主体积。材料手柄主体16m在最终状态下具有扁平的基本形状,该基本形状朝向施用单元12m被分成两个臂36m、36m’。臂36m、36m’设置成将清洁元件24m保持在两侧。手柄单元14m的材料手柄主体16m至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16m完全由纸材料组成。手柄单元14m的材料手柄主体16m具有纸材料制的至少一个层18m。材料手柄主体16m的层18m被切割或冲压。
[0334]
此外,材料手柄主体16m的层18m变形,优选地深拉,尤其借助加湿、压力和热量。材料手柄主体16m具有椭圆形变形66m。层18m具有以椭圆形变形66m形式的压花。由此,尤其例如产生抓握几何形状。可以尤其提供一种具有体积大的手柄单元14m的身体护理产品10m。
[0335]
变形66m可以以不同方式进行。一方面,各层可以在连接之前变形,另一方面,层可以在连接之后整体变形。当层在连接之前变形时重要的是,外部轮廓良好地朝变形66m取向。因此应实现的是,当层在连接时已经被冲压出时,产生在外部轮廓上没有层的差异的相同产品。另一方面,应确保的是,当产品仅在变形之后被冲压出时,变形总是在相同的位置。在连接之后变形时应注意的是,由于要变形的层越多,材料厚度越大,变形工艺就越复杂。
[0336]
图14a以示意图示出了身体护理产品10n的施用单元12n。在当前情况下,身体护理产品10n构成为牙缝刷。
[0337]
身体护理产品10n具有施用单元12n。此外,身体护理产品10n具有至少一个与施用单元12n连接的手柄单元14n。
[0338]
施用单元12n布置在身体护理产品10n的上侧上。施用单元12n形成身体护理产品10n的最上点。
[0339]
手柄单元14n设置用于由操作者抓握。手柄单元14n还具有材料手柄主体16n。材料手柄主体16n形成手柄单元14n的主体积。材料手柄主体16n具有扁平的、细长的基本形状。手柄单元14n的材料手柄主体16n至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16n完全由纸材料组成。手柄单元14n的材料手柄主体16n具有纸材料制的至少两
个层18n、20n,该两个层18n、20n以分层方式相互连接。手柄单元14n的材料手柄主体16n示例性地具有纸材料制的恰好两个层18e、20e。优选地,设置有2至6个层、优选2至4个层18n、20n。优选地,至少两个层18n、20n垂直于层18n、20n的主延伸平面叠加地布置并且相互连接。层18n、20n基本上相同构成并且尤其形成身体护理产品10n的相对的外侧。层18n、20n例如借助粘合和/或压制和/或焊接和/或层压相互连接。层18n、20n尤其在身体护理产品10n的制造时相互连接。
[0340]
此外,施用单元12n具有清洁元件载体22n和多个与清洁元件载体22n连接的、尤其旋入的清洁元件24n。清洁元件载体22n示例性地由金属丝形成,其中,清洁元件24由旋入到金属丝中的刷毛形成。
[0341]
清洁元件载体22n利用背离清洁元件24n的连接部段26n与材料手柄主体16n连接以与手柄单元14n连接。连接部段26n尤其由背离清洁元件24的金属丝端部形成。施用单元12n的清洁元件载体22n的连接部段26n尤其在身体护理产品10n的制造状态下突出到材料手柄主体16n中并且由该材料手柄主体16n包围。施用单元12n通过连接部段26n直接与材料手柄主体16n连接。连接部段26n布置在手柄单元14n上的材料手柄主体16n的至少两个层18n、20n之间。此外,施用单元12n的清洁元件载体22n构成为不再可见地弯曲以与手柄单元14n在连接部段26n中部分地形状配合地连接。
[0342]
此外,手柄单元14n构成支脚72n。为此,两个层18n、20n构成为在背离施用单元12n的下部部段中不连接。支脚72n通过将两个层18n、20n在下部部段中彼此分开折叠来提供。尤其设置有折叠边缘74n,在该折叠边缘74n处,层18n、20n可以在下部部段中彼此分离折叠(见图14b)。这可以除了层18n、20n的完全分离之外还可以用于将身体护理产品10n与纸材料在材料方面分离以进行处置。因此,纸材料可以在纸集合中并且施用单元12n可以在生活垃圾中以分离方式被处置。
[0343]
图15a以示意图示出了身体护理产品10o的施用单元12o。在当前情况下,身体护理产品10o构成为牙缝刷。
[0344]
身体护理产品10o具有施用单元12o。此外,身体护理产品10o具有至少一个与施用单元12o连接的手柄单元14o。
[0345]
施用单元12o布置在身体护理产品10o的上侧上。施用单元12o形成身体护理产品10o的最上点。
[0346]
手柄单元14o设置用于由操作者抓握。手柄单元14o还具有材料手柄主体16o。材料手柄主体16o形成手柄单元14o的主体积。材料手柄主体16o具有扁平的、细长的基本形状。手柄单元14o的材料手柄主体16o至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16o完全由纸材料组成。手柄单元14o的材料手柄主体16o具有纸材料制的至少两个层18o、20o,该两个层18o、20o以分层方式相互连接。手柄单元14o的材料手柄主体16o示例性地具有纸材料制的恰好两个层18o、20o。优选地,设置有2至6个层、优选2至4个层18o、20o。优选地,至少两个层18o、20o垂直于层18o、20o的主延伸平面叠加地布置并且相互连接。层18o、20o基本上相同构成并且尤其形成身体护理产品10o的相对的外侧。层18o、20o例如借助粘合和/或压制和/或焊接和/或层压相互连接。层18o、20o尤其在身体护理产品10o的制造时相互连接。
[0347]
此外,施用单元12o具有清洁元件载体22o和多个与清洁元件载体22o连接的、尤其
旋入的清洁元件24o。清洁元件载体22o示例性地由金属丝形成,其中,清洁元件24由旋入到金属丝中的刷毛形成。
[0348]
清洁元件载体22o利用背离清洁元件24o的连接部段26o与材料手柄主体16o连接以与手柄单元14o连接。连接部段26o尤其由背离清洁元件24的金属丝端部形成。施用单元12o的清洁元件载体22o的连接部段26o尤其在身体护理产品10o的制造状态下突出到材料手柄主体16o中并且由该材料手柄主体16o包围。施用单元12o通过连接部段26o直接与材料手柄主体16o连接。连接部段26o布置在手柄单元14o上的材料手柄主体16o的至少两个层18o、20o之间。此外,施用单元12o的清洁元件载体22o构成为不再可见地弯曲以与手柄单元14o在连接部段26o中部分地形状配合地连接。
[0349]
此外,手柄单元14o构成支脚72o。为此,两个层18o、20o构成为在背离施用单元12o的下部部段中平行于主延伸方向34o开槽。手柄单元14o在下部部段中示例性地具有两个狭槽,该两个狭槽通过两个层18o、20o延伸。代替狭槽,也可以设想的是,设置有穿孔,该穿孔由最终用户分离成狭槽。由此,手柄单元14o在下部部段中形成三个凸肩76o。支脚72o通过凸肩76o的相反折叠而产生。尤其设置有折叠边缘74o,在该折叠边缘74o处,凸肩76o可以在下部部段中折叠或弯曲分开。
[0350]
图16a示出了在制造时的构成为牙线器的身体护理产品10p的手柄单元14p的第一层18p。身体护理产品10p具有施用单元12p。此外,身体护理产品10p具有至少一个与施用单元12p连接的手柄单元14p。
[0351]
施用单元12p布置在身体护理产品10p的上侧上。施用单元12p形成身体护理产品10p的最上点。施用单元12p至少部分地、尤其至少在很大程度上由纸材料组成。施用单元12p具有包括纸材料的清洁元件24p。清洁元件24p由牙缝清洁纸形成。施用单元12p由清洁元件24p组成。
[0352]
手柄单元14p设置用于由操作者抓握。手柄单元14p还具有材料手柄主体16p。材料手柄主体16p形成手柄单元14p的主体积。材料手柄主体16p具有弯曲的、扁平的基本形状,该基本形状朝向施用单元12p被分成两个臂36p、36p’。臂36p、36p’设置成将清洁元件24p保持在两侧。手柄单元14p的材料手柄主体16p至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16p完全由纸材料组成。手柄单元14p的材料手柄主体16p具有纸材料制的至少三个层18p、20p、80p,该三个层18p、20p、80p以分层方式相互连接。手柄单元14p的材料手柄主体16p示例性地具有至少部分地由纸材料组成的恰好三个层18p、20p、80p,其中,第二层20p附加地构成施用单元12p。优选地,至少三个层18p、20p、80p垂直于层18p、20p、80p的主延伸平面叠加地布置并且相互连接。第一层18p和第三层80p基本上相同构成并且尤其形成身体护理产品10p的相对的外侧。第二层20p布置在第一层18p和第三层80p之间。层18p、20p、80p例如借助粘合和/或压制和/或焊接和/或层压相互连接。层18p、20p、80p尤其在身体护理产品10p的制造时相互连接。
[0353]
第二层20p附加地构成施用单元12p。第二层20p至少在施用单元12p的区域中由薄膜组成。优选地,第二层20p完全由薄膜组成。
[0354]
尤其公开了一种用于制造身体护理产品10p的方法。在该方法中,身体护理产品10p由三个相互连接的层18p、20p、80p分层,该三个层18p、20p、80p至少部分地由纸材料组成。在制造方法中,尤其是构成层18p、20p、80p的纸材料和/或薄膜制的片材被预冲压,尤其
完全被冲压。然后,形成层18p、20p、80p的预冲压片材例如通过层压、焊接和/或粘合被制备和连接。
[0355]
图17a以示意性立体图示出了身体护理产品10q。在当前情况下,身体护理产品10q构成为牙缝刷。
[0356]
身体护理产品10q具有施用单元12q。此外,身体护理产品10q具有至少一个与施用单元12q连接的手柄单元14q。
[0357]
手柄单元14q设置用于由操作者抓握。手柄单元14q具有圆柱形的基本形状。手柄单元14q还具有材料手柄主体16q。材料手柄主体16q形成手柄单元14q的主体积。材料手柄主体16q具有圆柱形形状。手柄单元14q的材料手柄主体16q至少部分地、尤其是至少在很大程度上由纸材料组成。材料手柄主体16q完全由纸材料组成。手柄单元14q的材料手柄主体16q具有纸材料制的至少一个层18q,该层18q以卷绕方式构成。材料手柄主体16q示例性地具有恰好一个层18q,但也可以设想多层结构。纸材料制的层18q围绕限定的卷绕轴线被卷起。卷绕轴线平行于、尤其是同轴于身体护理产品10q的纵向轴线30q伸展。层18q在材料手柄主体16q的制造时被卷起。层18q在最终状态下、尤其是在制造之后构成卷材、尤其是圆柱形卷材。材料手柄主体16q的层18q被卷绕成圆柱形形状、尤其是空心圆柱形形状。材料手柄主体16q的层18q借助粘合、焊接和/或层压在卷材中与其自身连接。纸材料被卷绕成空心圆柱形卷材。材料手柄主体16q可以尤其笔直地或呈螺旋形卷绕。
[0358]
此外,施用单元12q具有清洁元件载体22q和多个与清洁元件载体22q连接的、尤其旋入的清洁元件24q。清洁元件载体22q示例性地由金属丝形成,其中,清洁元件24q由旋入到金属丝中的刷毛形成。然而,也可以设想清洁元件载体22q和/或清洁元件24q的由本领域技术人员认为合理的其他设计。清洁元件载体22q利用背离清洁元件24q的连接部段26q与材料手柄主体16q连接以与手柄单元14q连接。连接部段26q尤其由背离清洁元件24q的金属丝端部形成。
[0359]
此外,身体护理产品10q具有插塞连接单元28q,该插塞连接单元28q设置用于将施用单元12q与手柄单元14q以可松开方式插塞连接,该施用单元12q尤其构成为牙缝刷。插塞连接单元28q与施用单元12q至少部分地单件式构成并且与手柄单元14q至少部分地单件式构成。插塞连接单元28q具有第一插塞连接元件60q和与第一插塞连接元件60q对应的第二插塞连接元件62q,该第一插塞连接元件60q与手柄单元14q牢固连接,该第二插塞连接元件62q与施用单元12q牢固连接。第二插塞连接元件62q由连接部段26q形成。第一插塞连接元件62q由材料手柄主体16i中的圆柱形凹槽形成。在这里,凹槽可以已经通过材料手柄主体16q的空心圆柱形制造或通过事后钻孔来制造。通过插塞连接单元28q可以尤其将施用单元12q与材料手柄主体16q分离。插塞连接单元28q尤其设置用于提供可松开或不可松开的卡定连接。
[0360]
图18以示意性立体图示出了身体护理产品10r。在当前情况下,身体护理产品10r构成为牙签。
[0361]
身体护理产品10r具有施用单元12r。此外,身体护理产品10r具有至少一个与施用单元12r连接的手柄单元14r。
[0362]
手柄单元14r设置用于由操作者抓握。手柄单元14r具有圆柱形、尤其是实心圆柱形的基本形状。手柄单元14r还具有材料手柄主体16r。材料手柄主体16r形成手柄单元14r
的主体积。材料手柄主体16h具有圆柱形形状。手柄单元14r的材料手柄主体16r至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16r完全由纸材料组成。手柄单元14r的材料手柄主体16r具有纸材料制的至少一个层18r,该层18r以卷绕方式构成。纸材料制的层18r围绕限定的卷绕轴线被卷起。卷绕轴线平行于、尤其同轴于身体护理产品10r的纵向轴线30r伸展。层18r在材料手柄主体16r的制造时被卷起。层18r在最终状态下、尤其是在制造之后构成卷材、尤其是圆柱形卷材。材料手柄主体16r的层18r被卷绕成实心圆柱形形状。材料手柄主体16r的层18r借助粘合、焊接和/或层压在卷材中与其自身连接。纸材料被卷绕成实心圆柱形卷材。材料手柄主体16r可以尤其笔直地或呈螺旋形卷绕。
[0363]
施用单元12r与手柄单元14r单件式构成。施用单元12r通过倾斜切割材料手柄主体16r的端部来实现。
[0364]
图19以示意性立体图示出了身体护理产品10s。在当前情况下,身体护理产品10s构成为牙签。
[0365]
身体护理产品10s具有施用单元12s。此外,身体护理产品10s具有至少一个与施用单元12s连接的手柄单元14s。
[0366]
手柄单元14s设置用于由操作者抓握。手柄单元14s具有圆柱形、尤其是实心圆柱形的基本形状。手柄单元14s还具有材料手柄主体16s。材料手柄主体16s形成手柄单元14s的主体积。材料手柄主体16s具有圆柱形形状。手柄单元14s的材料手柄主体16s至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16s完全由纸材料组成。手柄单元14s的材料手柄主体16s具有纸材料制的至少一个层18s,该层18s以卷绕方式构成。纸材料制的层18s围绕限定的卷绕轴线被卷起。卷绕轴线平行于、尤其同轴于身体护理产品10s的纵向轴线30s伸展。层18s在材料手柄主体16s的制造时被卷起。层18s在最终状态下、尤其是在制造之后构成卷材、尤其是圆柱形卷材。材料手柄主体16s的层18s被卷绕成实心圆柱形形状。材料手柄主体16s的层18s借助粘合、焊接和/或层压在卷材中与其自身连接。纸材料被卷绕成实心圆柱形卷材。材料手柄主体16s可以尤其笔直地或呈螺旋形卷绕。
[0367]
施用单元12s与手柄单元14s单件式构成。施用单元12s通过从两个侧部倾斜切割材料手柄主体16s的端部来实现。构成施用单元12s的材料手柄主体16s的端部至少部分地具有双坡屋顶形状。
[0368]
图20以示意性立体图示出了身体护理产品10t。在当前情况下,身体护理产品10t构成为牙签。
[0369]
身体护理产品10t具有施用单元12t。此外,身体护理产品10t具有至少一个与施用单元12t连接的手柄单元14t。
[0370]
手柄单元14t设置用于由操作者抓握。手柄单元14t具有圆柱形、尤其是实心圆柱形的基本形状。手柄单元14t还具有材料手柄主体16t。材料手柄主体16t形成手柄单元14t的主体积。材料手柄主体16t具有圆柱形形状。手柄单元14t的材料手柄主体16t至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16t完全由纸材料组成。手柄单元14t的材料手柄主体16t具有纸材料制的至少一个层18t,该层18t以卷绕方式构成。纸材料制的层18t围绕限定的卷绕轴线被卷起。卷绕轴线平行于、尤其同轴于身体护理产品10t的纵向轴线30t伸展。层18t在材料手柄主体16t的制造时被卷起。层18t在最终状态下、尤其是在制造之后构成卷材、尤其是圆柱形卷材。材料手柄主体16t的层18t被卷绕成实心圆柱形
形状。材料手柄主体16t的层18t借助粘合、焊接和/或层压在卷材中与其自身连接。纸材料被卷绕成实心圆柱形卷材。材料手柄主体16t可以尤其笔直地或呈螺旋形卷绕。
[0371]
施用单元12t与手柄单元14t单件式构成。施用单元12t通过从两个侧部倾斜切割材料手柄主体16t的端部来实现。构成施用单元12t的材料手柄主体16t的端部至少部分地具有双坡屋顶形状。此外,在施用单元12t的区域中设置有穿孔82t,这些穿孔82t应支持清洁。
[0372]
图21d以示意性立体图示出了身体护理产品10u。在当前情况下,身体护理产品10u构成为牙刷。
[0373]
身体护理产品10u具有施用单元12u。此外,身体护理产品10u具有至少一个与施用单元12u连接的手柄单元14u。
[0374]
施用单元12u具有头区域48u。头区域48u形成身体护理产品10u的刷头。在当前情况下,头区域48u构成为牙刷头。施用单元12u具有由头区域48u收纳的刷毛板84u,该刷毛板84u包括多个刷毛束(见图21a、图21b)。刷毛板84u示例性地由aft板形成。作为刷毛,可以考虑任何合适的刷毛。刷毛板84u可以由纸材料制成。
[0375]
头区域48u具有基体86u。头区域48u的基体86u完全由纸材料构成。基体86u与身体护理产品10u的手柄单元14u单件式构成。头区域48u的基体86u用于收纳刷毛板84u。基体86u具有用于收纳刷毛板84u的椭圆形的凹槽88u(见图21c)。刷毛板84u可以仅插入到凹槽88u中,或者也可以粘合、密封、焊接等到凹槽88u中。
[0376]
此外,在当前情况下,施用单元12u包括颈区域50u,该颈区域50u尤其将头区域48u与手柄单元14u连接。颈区域50u构成颈。
[0377]
手柄单元14u设置用于由操作者抓握。手柄单元14u还具有材料手柄主体16u。材料手柄主体16u形成手柄单元14u的主体积。材料手柄主体16u具有扁平的、细长的基本形状。手柄单元14u的材料手柄主体16u至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16u完全由纸材料组成。手柄单元14u的材料手柄主体16u具有纸材料制的至少两个层18u、20u,该两个层18u、20u以分层方式相互连接。手柄单元14u的材料手柄主体16u示例性地具有纸材料制的恰好两个层18u、20u。优选地,设置有2至6个层、优选2至4个层18u、20u。优选地,至少两个层18u、20u垂直于层18u、20u的主延伸平面叠加地布置并且相互连接。层18u、20u基本上相同构成并且尤其形成身体护理产品10u的相对的外侧。层18u、20u例如借助粘合和/或压制和/或焊接和/或层压相互连接。层18u、20u尤其在身体护理产品10u的制造时相互连接。
[0378]
基体86u、颈区域50u和手柄单元14u单件式构成。
[0379]
图22b与图22a和图22c示出了构成为牙线器的身体护理产品10v。身体护理产品10v具有施用单元12v。此外,身体护理产品10v具有至少一个与施用单元12v连接的手柄单元14v。施用单元12v布置在身体护理产品10v的上侧上。施用单元12v形成身体护理产品10v的最上点。施用单元12v具有清洁元件24v,该清洁元件24v由牙线形成。施用单元12v尤其由清洁元件24v组成。
[0380]
手柄单元14v设置用于由操作者抓握。手柄单元14v还具有材料手柄主体16v。材料手柄主体16v形成手柄单元14v的主体积。材料手柄主体16v在最终状态下具有3d基本形状,该3d基本形状朝向施用单元12v被分成两个臂36v、36v’。臂36v、36v’设置成将清洁元件24v
保持在两侧。手柄单元14v的材料手柄主体16v至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16v完全由纸材料组成。手柄单元14v的材料手柄主体16v具有纸材料制的至少两个层18v、20v,该两个层18v、20v以分层方式相互连接。手柄单元14v的材料手柄主体16v示例性地具有纸材料制的恰好两个层18v、20v。材料手柄主体16v的层18v、20v被切割或冲压。
[0381]
此外,材料手柄主体16v的层18v、20v变形,优选地深拉,尤其借助加湿、压力和热量。材料手柄主体16v具有在两侧向外凸的椭圆形变形66v。由此,尤其例如产生抓握几何形状。可以尤其提供一种具有体积大的手柄单元14v的身体护理产品10v。
[0382]
在图22c中示出了图22b的身体护理产品在变形66v的区域中的截面。显而易见的是,两个层18v和20v的变形66v(也称为凸起)被指向彼此以形成空腔。层18v、20v被连接并因此形成封闭的空腔。层18v、20v各自具有以椭圆形的变形66v形式的压花。
[0383]
变形66v可以以不同方式进行。一方面,各层可以在连接之前变形,另一方面,层可以在连接之后整体变形。当层在连接之前变形时重要的是,外部轮廓良好地朝变形66v取向。因此应实现的是,当层在连接时已经被冲压出时,产生在外部轮廓上没有层的差异的相同产品。另一方面,应确保的是,当产品仅在变形之后被冲压出时,变形总是在相同的位置。在连接之后变形时应注意的是,由于要变形的层越多,材料厚度越大,变形工艺就越复杂。在图22a至图22c所示的情况下,层在连接之前变形,否则无法形成封闭的空腔。
[0384]
图23以示意图示出了身体护理产品10w。在当前情况下,身体护理产品10w构成为牙缝刷。身体护理产品10w具有施用单元12w。此外,身体护理产品10w具有至少一个与施用单元12w连接的手柄单元14w。
[0385]
施用单元12w布置在身体护理产品10w的上侧上。施用单元12w形成身体护理产品10w的最上点。
[0386]
手柄单元14w设置用于由操作者抓握。手柄单元14w还具有材料手柄主体16w。材料手柄主体16w形成手柄单元14w的主体积。材料手柄主体16w具有扁平的、细长的基本形状。手柄单元14w的材料手柄主体16w至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16w完全由纸材料组成。手柄单元14w的材料手柄主体16w具有纸材料制的至少两个层18w、20w,该两个层18w、20w以分层方式相互连接。手柄单元14w的材料手柄主体16w示例性地具有纸材料制的恰好两个层18w、20w。优选地,设置有2至6个层、优选2至4个层18w、20w。优选地,至少两个层18w、20w垂直于层18w、20w的主延伸平面叠加地布置并且相互连接。层18w、20w基本上相同构成并且尤其形成身体护理产品10w的相对的外侧。层18w、20w例如借助粘合和/或压制和/或焊接和/或层压相互连接。层18w、20w尤其在身体护理产品10w的制造时相互连接。
[0387]
此外,施用单元12w具有清洁元件载体22w和多个与清洁元件载体22w连接的、尤其旋入的清洁元件24w。清洁元件载体22w示例性地由金属丝形成,其中,清洁元件24由旋入到金属丝中的刷毛形成。
[0388]
清洁元件载体22w利用背离清洁元件24w的连接部段26w与材料手柄主体16w连接以与手柄单元14w连接。连接部段26w尤其由背离清洁元件24的金属丝端部形成。施用单元12w的清洁元件载体22w的连接部段26w尤其在身体护理产品10w的制造状态下突出到材料手柄主体16w中并且由该材料手柄主体16w包围。施用单元12n通过连接部段26w直接与材料
手柄主体16w连接。连接部段26w布置在手柄单元14w上的材料手柄主体16w的至少两个层18w、20w之间。此外,施用单元12w的清洁元件载体22w构成为不再可见地弯曲以与手柄单元14w在连接部段26w中部分地形状配合地连接。
[0389]
手柄单元14w在面向施用单元12w的侧部上具有面颊回缩元件96w。面颊回缩元件96w与材料手柄主体16w单件式构成。面颊回缩元件96w由以突出鼻部形式的突出结构形成。借助面颊回缩元件96w,面颊皮肤或嘴角可以在鼻部的背离施用单元12w的侧部回缩,使得当在牙缝中移动构成为牙缝刷的身体护理产品10w时面颊皮肤不会受到阻碍。同样,当在牙缝中移动身体护理产品10w时在身体护理产品10w的主体与面颊皮肤之间没有摩擦。皮肤由突出的面颊缩回元件96w拉开,因此这些元件不会相互摩擦。
[0390]
图24a以示意图示出了身体护理产品10x的施用单元12x。在当前情况下,身体护理产品10x构成为牙缝刷。
[0391]
身体护理产品10x具有施用单元12x。此外,身体护理产品10x具有至少一个与施用单元12x连接的手柄单元14x。此外,身体护理产品10x具有与手柄单元14x连接的保护元件90x。保护元件90x由盖帽形成。保护元件90x与手柄单元14x可松开地连接。
[0392]
施用单元12x布置在身体护理产品10x的上侧上。施用单元12x形成身体护理产品10x的最上点。
[0393]
手柄单元14x设置用于由操作者抓握。手柄单元14x还具有材料手柄主体16x。材料手柄主体16x形成手柄单元14x的主体积。材料手柄主体16x具有扁平的、细长的基本形状。手柄单元14x的材料手柄主体16x至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16x完全由纸材料组成。手柄单元14x的材料手柄主体16x具有纸材料制的至少两个层18x、20x,该两个层18x、20x以分层方式相互连接。手柄单元14x的材料手柄主体16x示例性地具有纸材料制的恰好两个层18x、20x。优选地,设置有2至6个层、优选2至4个层18x、20x。优选地,至少两个层18x、20x垂直于层18x、20x的主延伸平面叠加地布置并且相互连接。层18x、20x基本上相同构成并且尤其形成身体护理产品10x的相对的外侧。层18x、20x例如借助粘合和/或压制和/或焊接和/或层压相互连接。层18x、20x尤其在身体护理产品10x的制造时相互连接。
[0394]
此外,施用单元12x具有清洁元件载体22x和多个与清洁元件载体22x连接的、尤其旋入的清洁元件24x。清洁元件载体22x示例性地由金属丝形成,其中,清洁元件24由旋入到金属丝中的刷毛形成。
[0395]
清洁元件载体22x利用背离清洁元件24x的连接部段26x与材料手柄主体16x连接以与手柄单元14x连接。连接部段26x尤其由背离清洁元件24的金属丝端部形成。施用单元12x的清洁元件载体22x的连接部段26x尤其在身体护理产品10x的制造状态下突出到材料手柄主体16x中并且由该材料手柄主体16x包围。施用单元12x通过连接部段26x直接与材料手柄主体16x连接。连接部段26x布置在手柄单元14x上的材料手柄主体16x的至少两个层18x、20x之间。此外,施用单元12x的清洁元件载体22x构成为不再可见地弯曲以与手柄单元14x在连接部段26x中部分地形状配合地连接,以便提高保持力。
[0396]
此外,手柄单元14x构成支脚72x。为此,两个层18x、20x构成为在背离施用单元12x的下部部段中不连接。支脚72x通过将两个层18x、20x在下部部段中彼此分开折叠来提供。尤其设置有折叠边缘74x,在该折叠边缘74x处,层18x、20x可以在下部部段中彼此分离折叠
(见图14b)。这可以除了层18x、20x的完全分离之外还用于将身体护理产品10x与纸材料在材料方面分离以进行处置。因此,纸材料可以在纸集合中并且施用单元12x可以在生活垃圾中以分离方式被处置。
[0397]
保护元件90x的至少部分地、尤其至少在很大程度上由纸材料组成。保护元件90x完全由纸材料组成。保护元件90x具有纸材料制的至少两个层18x、20x,该两个层18x、20x以分层方式相互连接。手柄单元14x的材料手柄主体16x示例性地具有纸材料制的恰好两个层18x、20x,该两个层18x、20x除了材料手柄主体16x以外还形成保护元件90x或盖帽。保护元件90x在两个层18x和20x之间构成收纳区域,该收纳区域设置成在身体护理产品10x的未使用状态下收纳施用单元12x。收纳区域可以设计为空腔,以保护施用单元12x。收纳区域尤其是通过层18x、20x的变形而产生。为此,保护元件90x可分离地、尤其是通过穿孔在手柄单元14x的上侧上与手柄单元14x连接。保护元件90x和手柄单元14x尤其由一个部件制成。保护元件90x尤其设置成在第一次使用之前与手柄单元14x分离。尤其地,可以设想的是,保护元件90x用作销售保护,以在没有附加包装的情况下销售身体护理产品10x。
[0398]
图25b以示意性立体图示出了身体护理产品10y。在当前情况下,身体护理产品10y构成为牙刷。
[0399]
身体护理产品10y具有施用单元12y。此外,身体护理产品10y具有至少一个与施用单元12y连接的手柄单元14y。
[0400]
施用单元12y具有头区域48y。头区域48y形成身体护理产品10y的刷头。在当前情况下,头区域48y构成为牙刷头。施用单元12y具有由头区域48y收纳的刷毛化元件98y,该刷毛化元件98y包括多个刷毛束。刷毛化元件98y由刷毛组成,这些刷毛是连接的,但与其他图中所示的刷毛板不同,不具有实际的刷毛板。作为刷毛,可以考虑任何合适的刷毛。头区域48y可以包括注塑刷毛区域。
[0401]
头区域48y具有基体86y。头区域48y的基体86y完全由纸材料构成。基体86y与身体护理产品10y的手柄单元14y单件式构成。头区域48y的基体86y用于收纳刷毛化元件98y。基体86y具有表面,刷毛化元件98y可以借助粘合连接、焊接等被施加在该表面上。
[0402]
此外,在当前情况下,施用单元12y包括颈区域50y,该颈区域50y尤其将头区域48y与手柄单元14y连接。颈区域50y构成颈。
[0403]
手柄单元14y设置用于由操作者抓握。手柄单元14y还具有材料手柄主体16y。材料手柄主体16y形成手柄单元14y的主体积。材料手柄主体16y具有细长的基本形状。手柄单元14y的材料手柄主体16y至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16y完全由纸材料组成。手柄单元14y的材料手柄主体16y具有纸材料制的至少一个层18y。手柄单元14y的材料手柄主体16y示例性地具有纸材料制的恰好一个层18y。手柄单元14y的材料手柄主体16y具有纸材料制的至少一个层18y,该层18y构成为在使用状态下至少部分地折叠。
[0404]
层18y包括多条折叠轴线38j。在折叠轴线38y中,层18y各自具有折叠边缘40y。层18y在使用状态下在折叠边缘40y处围绕相应折叠轴线38y折叠。层18y构成为在折叠边缘40y中穿孔、开槽和/或压花,以实现限定的折叠。层18y的四条第一折叠轴线38y基本上平行于身体护理产品10y的主延伸方向34y延伸,其中,四条第一折叠轴线38y中的两条不在身体护理产品10y的整个延伸上延伸,以便在下端部区域中实现材料手柄主体16y的倒圆或倒圆
过渡。四条第一折叠轴线38y中的另外两条第一折叠轴线38y各自连接有粘合接片92y、92y’,以将材料手柄主体16y在后侧上封闭。另外三条折叠轴线38y布置在身体护理产品10y的头区域48y中。另一条第一折叠轴线38y垂直于身体护理产品10y的主延伸方向34y延伸并且与另外两条折叠轴线38y围成三角形。另外两条折叠轴线38y各自连接有小的粘合接片94y、94y’,以将头区域48y在端侧上封闭。
[0405]
在这里,材料手柄主体16j可以尤其从纸片材或卷材折叠。
[0406]
基体86y、颈区域50y和手柄单元14y单件式构成。通过层的形成和连接而产生身体护理产品10y,该身体护理产品10y在头区域48y中的上端部处是封闭的,而它在手柄单元14y的下端部处设置成开放的。
[0407]
替代地,刷毛化元件98y可以由刷毛板代替。
[0408]
图26a示出了具有包装100z和构成为牙刷的身体护理产品10z的处于未折叠状态的销售单元。
[0409]
包装100z具有包装基体102z。包装基体102z设置成构成用于身体护理产品10z的基本上封闭的收纳区域。包装基体102z由坯料制成。包装基体102z由纸材料制的层104z组成。包装100z由包装基体102z组成。包装基体102z由折叠并粘合的盒形成,如图26b所示。
[0410]
刷产品包装装置100z的收纳区域垂直于主延伸方向在下部区域中具有横截面,该横截面与上部区域中的横截面基本上不同。收纳区域在下部区域中垂直于主延伸方向具有透镜形的横截面。此外,收纳区域在上部区域中垂直于主延伸方向具有矩形的横截面。包装基体102z具有从前侧到后侧从上到下递减的高度轮廓,其中,存在楔形形状并且另外存在凸起。包装基体102z具有基本上矩形的前侧106z和基本上矩形的后侧108z。
[0411]
图26b示出了处于折叠、封闭状态的包装100z。
[0412]
身体护理产品10z具有施用单元12z。此外,身体护理产品10z具有至少一个与施用单元12z连接的手柄单元14z。
[0413]
施用单元12z具有头区域48z。头区域48z形成身体护理产品10z的刷头。在当前情况下,头区域48z构成为牙刷头。施用单元12z具有由头区域48z收纳的刷毛化元件98z,该刷毛化元件98z包括多个刷毛束。刷毛化元件98z由刷毛组成,这些刷毛是连接的,但与其他图中所示的刷毛板不同,不具有实际的刷毛板。作为刷毛,可以考虑任何合适的刷毛。
[0414]
头区域48z具有基体86z。头区域48z的基体86z完全由纸材料构成。基体86z与身体护理产品10z的手柄单元14z单件式构成。头区域48z的基体86z用于收纳刷毛化元件98z。基体86z具有表面,刷毛化元件98z可以借助粘合连接、焊接等被施加在该表面上。
[0415]
此外,在当前情况下,施用单元12z包括颈区域50z,该颈区域50z尤其将头区域48z与手柄单元14z连接。颈区域50z构成颈。
[0416]
手柄单元14z设置用于由操作者抓握。手柄单元14z还具有材料手柄主体16z。材料手柄主体16z形成手柄单元14z的主体积。材料手柄主体16z具有细长的基本形状。手柄单元14z的材料手柄主体16z至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16z完全由纸材料组成。手柄单元14z的材料手柄主体16z具有纸材料制的至少一个层18z。材料手柄主体16z多件式构成。材料手柄主体16z具有前部110z和后部112z,该前部110z构成手柄单元14z的前侧,该后部112z构成手柄单元14z的后侧。前部110z和后部112z各自示例性地具有纸材料制的恰好一个层18z。前部110z和后部112z各自示例性地具有纸材料制
的层18z,该层18z构成为在使用状态下至少部分地折叠。前部110z和后部112z可以具有多个层。
[0417]
前部110z的层18z包括多条折叠轴线38z。在折叠轴线38z中,前部110z的层18y各自具有折叠边缘40z。前部110z的层18z在使用状态下在折叠边缘40z处围绕相应折叠轴线38z折叠。前部110z的层18z构成为在折叠边缘40z中穿孔、开槽和/或压花,以实现限定的折叠。前部110z在层18z中具有恰好两条折叠轴线38z,该两条折叠轴线38z基本上平行于身体护理产品10z的主延伸方向34z延伸。借助折叠轴线38z,前部110z可以折叠成三角形的横截面形状。前部110z具有前侧114z和两个侧翼116z,其中,侧翼116z通过折叠轴线38z的折叠边缘40z与前侧114z连接。材料手柄主体16z的前部110z的前侧114z直接过渡到施用单元12z中并且同样构成施用单元12z的基体86z。
[0418]
后部112z的层18z与包装100z单件式构成。身体护理产品10z的手柄单元14z的材料手柄主体16z具有纸材料制的层18z,其中,层18z至少部分地与包装100z单件式构成。后部112z的层18z与包装100z的前侧106z单件式构成,因为在前侧106z上,包装的层不连接并且彼此叠置。后部112z构成为包装100z的一部分,其可以借助穿孔由操作者在拆包之后从包装100z分离以制造身体护理产品10z。后部112z的形状在包装100z的前侧106z中借助穿孔被引入。在销售状态下,身体护理产品10z是未完全组装的。
[0419]
后部112z包括多条折叠轴线38z。在折叠轴线38z中,后部112z的层18z各自具有折叠边缘40z。后部112z在使用状态下在折叠边缘40z处围绕相应折叠轴线38z折叠。后部112z构成为在折叠边缘40z中穿孔、开槽和/或压花,以实现限定的折叠。后部112z在层18z中具有恰好三条折叠轴线38z,该三条折叠轴线38z基本上平行于身体护理产品10z的主延伸方向34z延伸。此外,后部112z在层18z中具有恰好一条折叠轴线38z,该折叠轴线38z基本上垂直于身体护理产品10z的主延伸方向34z延伸。借助折叠轴线38z,后部112z可以折叠成v形的横截面形状。后部112z具有两个后侧118z、四个卡定翼120z和两个折叠翼122z,其中,卡定翼120z和折叠翼122z通过折叠轴线38z的折叠边缘40z与后侧118z连接。后侧118z在身体护理产品10z的折叠状态下设置成抵靠前部110z的侧翼116z并且至少部分地覆盖侧翼116z。卡定翼120z设置成被推入到前部110z中的未进一步可见的狭槽中以与前部110z连接。折叠翼122z设置成折叠到侧翼116z的后方以进一步固定后部112z并且根据设计方案封闭材料手柄主体16z。
[0420]
手柄单元14z的材料手柄主体16z具有纸材料制的至少一个层18z,该层18z构成为至少部分地折叠,其中,材料手柄主体16z具有收起位置和操作位置,在该收起位置处,层18z的内侧向外定向,在该操作位置处,层18z的外侧向外定向。后部112z的外侧在与包装100z连接的状态下向内定向。后部112z的层18z具有内侧和外侧,该内侧在收起位置处,尤其是在身体护理产品10z的包装状态下向外定向,该外侧在身体护理产品10z被插装所在的操作位置处向外定向。
[0421]
基体86z、颈区域50z和手柄单元14z基本上单件式构成。通过前部110z和后部112z的形成和连接而产生身体护理产品10z。
[0422]
在这里,手柄单元14z的材料手柄主体16z可以具有纸材料制的至少一个层18z,该层18z构成为至少部分地折叠并且借助至少一个插塞连接件连接,其中,至少一个第一折叠插塞连接件构成材料手柄主体16z的拇指手柄。
[0423]
在这里,材料手柄主体16z可以尤其从纸片材或卷材折叠。
[0424]
图27b以示意性立体前视图示出了身体护理产品10aa。在当前情况下,身体护理产品10aa构成为牙刷。
[0425]
身体护理产品10aa具有施用单元12aa。此外,身体护理产品10aa具有至少一个与施用单元12aa连接的手柄单元14aa。
[0426]
施用单元12aa具有头区域48aa。头区域48aa形成身体护理产品10aa的刷头。在当前情况下,头区域48aa构成为牙刷头。施用单元12aa具有由头区域48aa收纳的刷毛化元件98aa,该刷毛化元件98aa包括多个刷毛束。刷毛化元件98aa由刷毛组成,这些刷毛是连接的。作为刷毛,可以考虑任何合适的刷毛。头区域48aa可以包括注塑刷毛区域,或者刷毛区域以aft方式在没有板的情况下制成。
[0427]
头区域48aa具有基体86aa。头区域48aa的基体86aa完全由纸材料构成。基体86aa与身体护理产品10aa的手柄单元14aa单件式构成。头区域48aa的基体86aa用于收纳刷毛化元件98aa。基体86aa具有用于收纳刷毛化元件98aa的以通孔形式的椭圆形的凹槽88aa。刷毛化元件98aa被后侧通过椭圆形的凹槽88aa被引导。刷毛化元件98aa可以仅插入到凹槽88aa中,或者也可以粘合、密封、焊接等到凹槽88aa中。刷毛化元件98aa尤其是在侧部具有大的突出边缘。刷毛化元件98aa在制造时尤其是插入到凹槽88aa中,尤其是从后方插入到第一层18aa中,其中,突出边缘防止脱落并且也有助于在层18aa、20aa的连接之后保持刷毛化元件98aa。
[0428]
此外,在当前情况下,施用单元12aa包括颈区域50aa,该颈区域50aa尤其将头区域48aa与手柄单元14aa连接。颈区域50aa构成颈。
[0429]
手柄单元14aa设置用于由操作者抓握。手柄单元14aa还具有材料手柄主体16aa。材料手柄主体16aa形成手柄单元14aa的主体积。材料手柄主体16aa具有扁平的、细长的基本形状,其中,材料手柄主体16aa构成为在垂直于主延伸方向34aa的平面中弯曲。在头区域48aa中,弯曲必须适配于刷毛化元件98aa,使得能够进行锚定。手柄单元14aa的材料手柄主体16aa至少部分地、尤其至少在很大程度上由纸材料组成。材料手柄主体16aa完全由纸材料组成。手柄单元14aa的材料手柄主体16aa具有纸材料制的至少两个层18aa、20aa,该两个层18aa、20aa以分层方式相互连接。手柄单元14aa的材料手柄主体16aa示例性地具有纸材料制的恰好两个层18aa、20aa。优选地,设置有2至6个层、优选2至4个层18aa、20aa。层18aa、20aa尤其由多个片层组成。优选地,至少两个层18aa、20aa垂直于层18aa、20aa的主延伸平面叠加地布置并且相互连接。层18aa、20aa基本上相同构成并且尤其形成身体护理产品10aa的相对的外侧。层18aa、20aa例如借助粘合和/或压制和/或焊接和/或层压相互连接。层18aa、20aa尤其在身体护理产品10aa的制造时相互连接。
[0430]
层18aa、20aa通过基体86aa、颈区域50aa和手柄单元14aa延伸。椭圆形的凹槽88aa仅插入到第一层18aa中,而第二层20aa连续地构成。
[0431]
在制造时,刷毛化元件98aa在没有刷毛板的情况下被提供。在制造中,构成熔融毯,该熔融毯在其纵向尺寸和横向尺寸上形成得更大,用于后续与层18aa、20aa的锚定/连接。熔融毯的这个突出部分后续被嵌入到纸材料制的层18aa、20aa之间。替代地,刷毛化元件98aa也可以设计为具有注塑刷毛的注塑元件,其中,该元件也应具有突出部分。
[0432]
另外,手柄单元14aa的两个层18aa、20aa被制备。首先是第一层18aa,该第一层
18aa后续形成身体护理产品10aa的前侧。该第一层18aa可以设计成不同地弯曲,以便后续向手柄单元14aa赋予稳定性。另外,在该层18aa的头区域中,凹槽88aa以通孔形式设计,该通孔设置成后续收纳刷毛化元件98aa或者该刷毛化元件98aa通过通孔被引导。所制备的第二层20aa具有与第一层18aa基本上相同的外形,但其未设置有凹槽。在身体护理产品10aa的头区域48aa中,该第二层20aa如此设计,使得其在安装状态下抵靠刷毛化元件98aa的熔融毯。两个层18aa、20aa的头区域48aa可以设计为平坦的或略微弯曲的,或甚至仅在边缘处弯曲,限制的是,可以保持或固定刷毛化元件98aa。在另外的区域中,第二层20aa可以具有与第一层18aa相同的形状,使得它们彼此直接抵靠。或者,第二层20aa可以像第一层18aa一样具有反向弯曲,以便在安装状态下在层18aa、20aa之间构成空腔。在这里使得层18aa、20aa在空腔的区域中的连接仅在空腔的边缘区域中是可能的。
[0433]
在层18aa、20aa的提供之后进行元件的拼装。刷毛化元件98aa通过第一层18aa的凹槽88aa被引导,然后第二层20aa安装到第一层18aa上的后方。为了连接层18aa、20aa,可以使用各种已知的连接技术。刷毛化元件98aa也可以尤其粘合到层20aa上并且可能附加地粘合到层18aa上,使得刷毛化元件98aa并不能通过凹槽被撕开。
[0434]
替代地或附加地,材料手柄主体16aa可以具有空腔,例如在后部手柄区域中。
[0435]
当然,对特定附图所做的描述也可以转移到示出相同或相似特征的并且其中没有对特征进行相同详细描述的其他附图上。
[0436]
附图标记说明:
[0437]
10
ꢀꢀꢀꢀꢀꢀ
身体护理产品
[0438]
12
ꢀꢀꢀꢀꢀꢀ
施用单元
[0439]
14
ꢀꢀꢀꢀꢀꢀ
手柄单元
[0440]
16
ꢀꢀꢀꢀꢀꢀ
材料手柄主体
[0441]
18
ꢀꢀꢀꢀꢀꢀ
层
[0442]
20
ꢀꢀꢀꢀꢀꢀ
层
[0443]
22
ꢀꢀꢀꢀꢀꢀ
清洁元件载体
[0444]
24
ꢀꢀꢀꢀꢀꢀ
清洁元件
[0445]
26
ꢀꢀꢀꢀꢀꢀ
连接部段
[0446]
28
ꢀꢀꢀꢀꢀꢀ
插塞连接单元
[0447]
30
ꢀꢀꢀꢀꢀꢀ
纵向轴线
[0448]
34
ꢀꢀꢀꢀꢀꢀ
主延伸方向
[0449]
36
ꢀꢀꢀꢀꢀꢀ
臂
[0450]
36
’ꢀꢀꢀꢀꢀ
臂
[0451]
38
ꢀꢀꢀꢀꢀꢀ
折叠轴线
[0452]
40
ꢀꢀꢀꢀꢀꢀ
折叠轴线
[0453]
42
ꢀꢀꢀꢀꢀꢀ
子层
[0454]
42
’ꢀꢀꢀꢀꢀ
子层
[0455]
44
ꢀꢀꢀꢀꢀꢀ
张紧接片
[0456]
44
’ꢀꢀꢀꢀꢀ
张紧接片
[0457]
46
ꢀꢀꢀꢀꢀꢀ
丝线
[0458]
48
ꢀꢀꢀꢀꢀꢀ
头区域
[0459]
50
ꢀꢀꢀꢀꢀꢀ
颈区域
[0460]
52
ꢀꢀꢀꢀꢀꢀ
基体
[0461]
54
ꢀꢀꢀꢀꢀꢀ
子元件
[0462]
54
’ꢀꢀꢀꢀꢀ
子元件
[0463]
56
ꢀꢀꢀꢀꢀꢀ
子元件
[0464]
56
’ꢀꢀꢀꢀꢀ
子元件
[0465]
56
”ꢀꢀꢀꢀꢀ
子元件
[0466]
56
”’ꢀꢀꢀꢀ
子元件
[0467]
58
ꢀꢀꢀꢀꢀꢀ
形状配合凹槽
[0468]
58
’ꢀꢀꢀꢀꢀ
形状配合凹槽
[0469]
60
ꢀꢀꢀꢀꢀꢀ
插塞连接单元
[0470]
62
ꢀꢀꢀꢀꢀꢀ
插塞连接单元
[0471]
64
ꢀꢀꢀꢀꢀꢀ
芯凸肩
[0472]
66
ꢀꢀꢀꢀꢀꢀ
变形
[0473]
68
ꢀꢀꢀꢀꢀꢀ
片层或子层
[0474]
68
’ꢀꢀꢀꢀꢀ
片层或子层
[0475]
68
”ꢀꢀꢀꢀꢀ
片层或子层
[0476]
70
ꢀꢀꢀꢀꢀꢀ
印刷
[0477]
72
ꢀꢀꢀꢀꢀꢀ
支脚
[0478]
74
ꢀꢀꢀꢀꢀꢀ
折叠边缘
[0479]
76
ꢀꢀꢀꢀꢀꢀ
凸肩
[0480]
78
ꢀꢀꢀꢀꢀꢀ
箭头
[0481]
80
ꢀꢀꢀꢀꢀꢀ
层
[0482]
82
ꢀꢀꢀꢀꢀꢀ
穿孔
[0483]
84
ꢀꢀꢀꢀꢀꢀ
刷毛板
[0484]
86
ꢀꢀꢀꢀꢀꢀ
基体
[0485]
88
ꢀꢀꢀꢀꢀꢀ
凹槽
[0486]
90
ꢀꢀꢀꢀꢀꢀ
保护元件
[0487]
92
ꢀꢀꢀꢀꢀꢀ
粘合接片
[0488]
94
ꢀꢀꢀꢀꢀꢀ
粘合接片
[0489]
96
ꢀꢀꢀꢀꢀꢀ
面颊回缩元件
[0490]
98
ꢀꢀꢀꢀꢀꢀ
元件
[0491]
100
ꢀꢀꢀꢀꢀ
包装
[0492]
102
ꢀꢀꢀꢀꢀ
包装基体
[0493]
104
ꢀꢀꢀꢀꢀ
层
[0494]
106
ꢀꢀꢀꢀꢀ
前侧
[0495]
108
ꢀꢀꢀꢀꢀ
后侧
[0496]
110
ꢀꢀꢀꢀꢀ
前部
[0497]
112
ꢀꢀꢀꢀꢀ
后部
[0498]
114
ꢀꢀꢀꢀꢀ
前侧
[0499]
116
ꢀꢀꢀꢀꢀ
侧翼
[0500]
118
ꢀꢀꢀꢀꢀ
后侧
[0501]
120
ꢀꢀꢀꢀꢀ
卡定翼
[0502]
122
ꢀꢀꢀꢀꢀ
折叠翼
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1