一种密封性好的真空玻璃的制作方法
1娱乐游戏涉及玻璃领域,尤其是一种密封性好的真空玻璃。
背景技术:
2.真空玻璃多采用两片玻璃,并在玻璃片之间通过支撑块进行支撑,在玻璃的边缘通过分子筛干燥框和打胶密封。对于真空玻璃内部抽真空,目前多采用插入吸管抽真空的方式,如专利202111199363.9公开了一种中空玻璃氩气介入组件、装置及方法,采用后针刺的方式使得抽气管进入密封胶内侧,在真空玻璃加工中,针刺突破分子筛干燥框时容易在针刺部位造成分子筛干燥框破损,在抽真空负压的作用下导致破损处泄露分子筛,而且,在抽气管与密封胶接触处容易因为密封胶老化导致密封能力下降,在内外压差的作用下导致真空玻璃内真空度下降。
技术实现要素:
3娱乐游戏提供了一种密封性好的真空玻璃,采用内管部与干燥框相连,能够防止干燥框与内管部接触位置泄露,采用第二密封胶封闭外管部,能够保证具有较好的封闭效果,有效的解决了现有技术中存在的问题。
4娱乐游戏为解决上述技术问题所采用的技术方案是,一种密封性好的真空玻璃,包括两个相对设置的玻璃片、设置在所述玻璃片之间的支撑部、夹持在玻璃片之间的干燥框、填充在所述干燥框外侧的密封胶,所述干燥框在所述密封胶设置气管区域,所述密封胶包括第一密封胶、填充在所述气管区域的第二密封胶;所述真空玻璃还包括安装在所述气管区域的气管,所述气管包括固定在所述干燥框的内管部、伸入所述第二密封胶的外管部,所述内管部和所述外管部在所述第一密封胶连通,所述外管部至少有部分设置成可变形的变形部,所述变形部能够在负压状态下变形以封闭所述变形部的内孔。
5.进一步的,所述内管部的内端设有密封环,所述密封环连接在所述干燥框的内侧。
6.进一步的,所述密封环粘结在所述干燥框。
7.进一步的,所述内管部的外端部设置成尖端,所述外管部与所述内管部为分体结构。
8.进一步的,所述外管部粘结在所述第一密封胶。
9.进一步的,所述内管部的外端部设有能够被所述外管部刺破的铝箔层。
10.进一步的,所述变形部设置成金属软管。
11.进一步的,所述变形部的内表面设有弹性密封层。
12.进一步的,所述弹性密封层设置为橡胶层。
13.进一步的,所述变形部的截面设置成椭圆形。
14娱乐游戏的有益效果在于,采用内管部与干燥框相连,能够防止干燥框与内管部接触位置泄露,采用第二密封胶封闭外管部,能够保证具有较好的封闭效果,有效的解决了现有技术中存在的问题。
附图说明
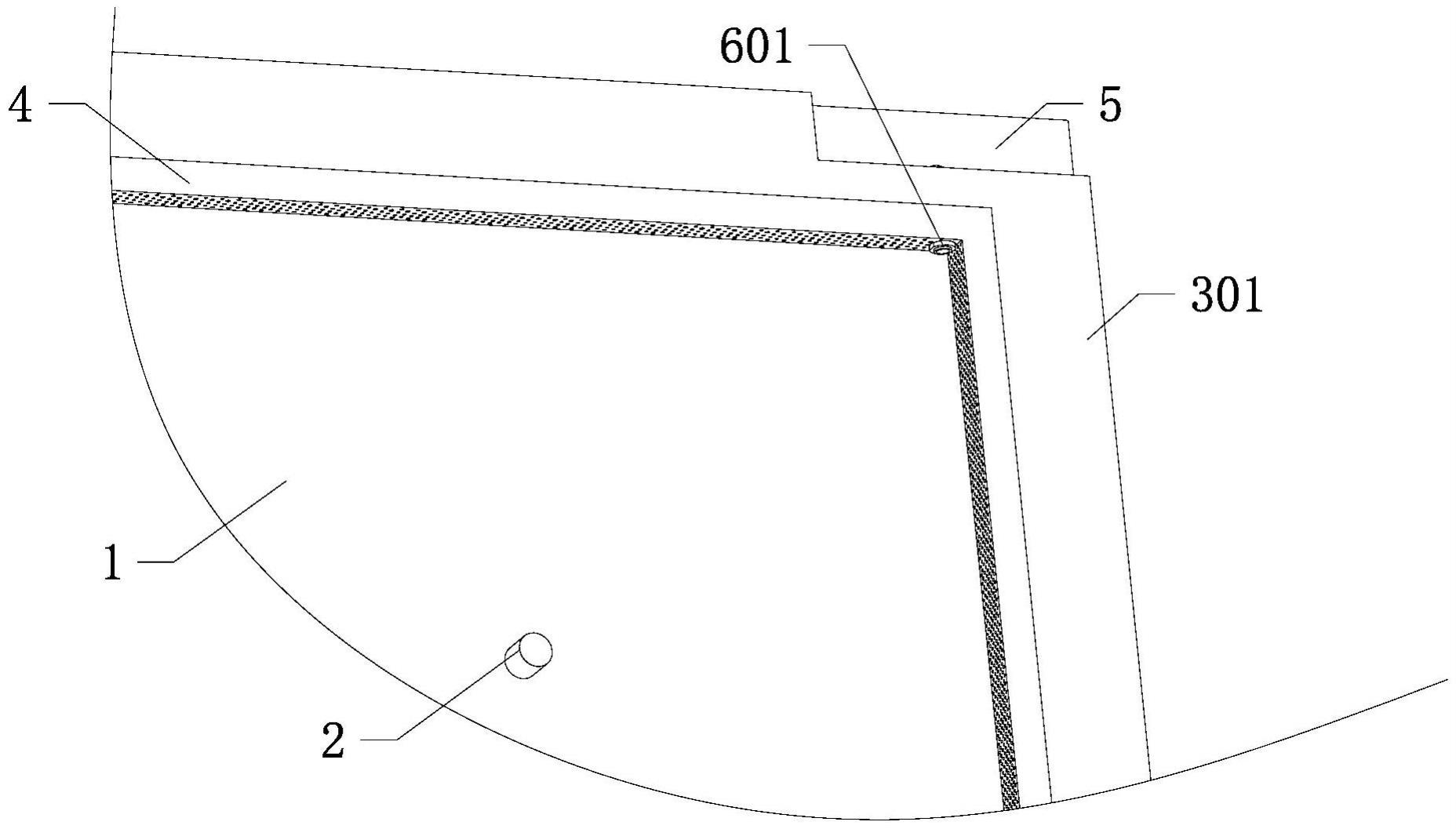
15.图1为本实用新型一实施例去掉一个玻璃片和第二密封胶后局部结构示意图。
16.图2为本实用新型在气管区域处未设置第二密封胶时的结构示意图。
17.图3为图2中设置第二密封胶后的结构示意图。
18.图4为图3中a处的局部放大结构示意图。
19.图5为图1所示实施例中外观部的横截面示意图。
20.图中,1、玻璃片;2、支撑部;3、密封胶;301、第一密封胶;302、第二密封胶;4、干燥框;5、气管区域;6、气管;601、内管部;602、外管部;7、密封环;8、铝箔层;9、弹性密封层;10、抽气管。
具体实施方式
21.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本实用新型进行详细阐述。
22娱乐游戏的实施方式如图1-5所示,一种密封性好的真空玻璃,包括两个相对设置的玻璃片1、设置在所述玻璃片1之间的支撑部2、夹持在玻璃片1之间的干燥框4、填充在所述干燥框4外侧的密封胶3;所述干燥框4在所述密封胶3设置气管区域5,所述密封胶3包括第一密封胶301、填充在所述气管区域5的第二密封胶302;所述真空玻璃还包括安装在所述气管区域5的气管6,所述气管6包括固定所述干燥框4的内管部601、伸入所述第二密封胶302的外管部602,所述内管部601和所述外管部602在所述第一密封胶301连通,所述外管部602至少有部分设置成可变形的变形部,所述变形部能够在负压状态下变形以封闭所述变形部的内孔。
23娱乐游戏的真空玻璃,在支撑框安装内管部601,可以在将支撑框装入两个玻璃片1之间之前,对内管部601与干燥框4之间连接位置可能出现的破损进行优化封闭,以防止内管部601与支撑框连接位置出现破损泄露。而且,打胶时,对干燥框4外侧打胶密封,并在气管区域5打第一密封胶301,以对两个玻璃片1之间进行二次密封,外管部602与内管部601在第一密封胶301连通,如图2所示并采用刚性的抽气管10插入第二管部进行抽真空,在两个玻璃片1之间抽真空达到设定条件时,如图3所示将抽气管10逐渐向外拔出,在负压的装下,变形部收缩变形封闭内孔,以实现初步封闭,然后再将打胶形成第二密封胶302,将外管部602整体封闭在第二密封胶302,以第二密封胶302能够保证外管部602具有较好的封闭效果,而且可以对外管部602和第一密封胶301位置进行封闭,以防止外管部602与第一密封胶301接触位置密封老化泄露。
24.由此可见,本技术采用内管部601与干燥框4相连,能够防止干燥框4与内管部601接触位置泄露,采用第二密封胶302封闭外管部602,能够保证具有较好的封闭效果。
25.对于内管部601的安装,在优选的实施例中,进一步的具体的说,所述内管部601的内端设有密封环7,所述密封环7连接在所述干燥框4的内侧。如图4所示,通过设置密封环7,可以通过密封环7封闭干燥孔内侧内管部601通过位置,进一步防止干燥框4泄露。
26.对于密封环7的设置,进一步的优化之处在于,所述密封环7粘结在所述干燥框4。
27.对于内管部601的安装,进一步的优化之处在于,所述内管部601的外端部设置成尖端,所述外管部602与所述内管部601为分体结构。通过将外管部602外端设置成尖端,可
以将外管部602直接插入穿过支撑框,采用外管部602与内管部601分体结构的方式,可以在第一密封胶301封闭干燥框4外侧后,再将外管部602插入第一密封胶301与内管部601连通。
28.对于可替换的实施例中,还可将内管部601外端设置成平头,可以预先在干燥框4钻孔后再将内管部601穿过干燥框4。
29.对于本实用新型进一步的优化之处在于,所述外管部602粘结在所述第一密封胶301。通过将外管部602粘结在第一密封胶301,可以增加外管部602与第一密封胶301的密封性,以在抽真空过程防止第一密封胶301与内管部601之间产生泄露。
30.对于本实用新型进一步的优化之处在于,所述内管部601的外端部设有能够被所述外管部602刺破的铝箔层8。以此在进行第一次密封胶3打胶时,通过铝箔层8防止第一密封胶301进入内管部601,在外管部602插入第一密封胶301时破坏铝箔层8连通内管部601。
31.在优选的实施例中,进一步的具体的说,所述变形部设置成金属软管。如图2和图4所示,外管部整体设置成金属软管。在可替换的实施例中,也可仅在外管部的一段设置成金属软管。
32.在优选的实施例中,进一步的具体的说,所述变形部的内表面设有弹性密封层9。通过设置了弹性密封层9,可以在变形部变形时提高变形部内孔的密封能力,减少玻璃片1之间真空度降低。
33.在优选的实施例中,进一步的具体的说,所述弹性密封层9设置为橡胶层。
34.在优选的实施例中,进一步的优化之处在于,所述变形部的截面设置成椭圆形。以此使得变形部更加容易被真空压差压扁变形,以保持外管部602处密封性。
35.上述具体实施方式不能作为对本实用新型保护范围的限制,对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
36娱乐游戏未详述之处,均为本技术领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1