一种轻量化车架VIN打刻机的制作方法
一种轻量化车架vin打刻机
技术领域
1.本实用新型涉及打刻机,特别涉及一种轻量化车架vin打刻机。
背景技术:
2.在汽车生产过程中,gb-7258法规明确要求非承载式汽车车架右前轮位置处要打刻有车辆识别代号(vin)。为保证在车架上打刻的vin字符不出现变形、不清晰等品质问题,必须确保在打刻过程中车架vin打刻机与车架保持相对静止。
3.目前,传统的车架vin打刻设备为保证在打刻过程中与车架保持相对静止,多采用在打刻机本体上设置气缸及相应的夹具,由气缸驱动夹具夹紧车架来实现打刻设备与车架之间保持相对静止。这种夹紧方式会造成打刻机重量较大(大约80kg)需要采用相应的助力设备协助作业人员操作车架vin打刻设备,造成设备作业便利性较差且投资较大的问题。
4.公开号:cn215321698u公开一种移动式打刻机,包括移动小车和打刻机;移动小车上设有平衡器,平衡器的一端连接移动小车,平衡器的另一端与打刻机连接,利用平衡器的升降,人力可轻松的将较重的打号机放置在白车身上进行vin码打刻,实现了打刻机的操作灵活,但该结构存在vin打刻机与车架不能保持相对静止的状态,降低打印vin号的品质。
技术实现要素:
5.针对现有技术存在的问题,本实用新型提供一种操作灵活且能提高打刻vin字符品质的轻量化车架vin打刻机。
6.为解决以上技术问题,本实用新型采用的技术方案是:
7.一种轻量化车架vin打刻机,包括vin打刻机本体,以及vin打刻机本体前侧设有的打刻组件,所述打刻组件的左右两侧分别设有固定支架,固定支架固定连接有磁力吸附组件,所述磁力吸附组件用于vin打刻机本体与车架之间水平方向的连接,所述电磁组件的上部设有定位组件,所述定位组件用于实现vin打刻机与车架之间竖直方向的定位。
8.所述磁力吸附组件包括位于固定支架端部设有的电磁铁,所述电磁铁与固定支架固定连接,所述电磁铁与vin打刻机本体内的电源模组电性连接。
9.所述电磁铁上下方向延伸,电磁铁的前侧面作为吸附区。
10.所述vin打刻机本体的侧部设有电磁控制开关,电磁控制开关与电源模组电性连接。
11.所述定位组件包括定位板,所述定位板的一端与固定支架固定连接,定位板的另一端向前延伸并超出电磁铁,电磁铁的上端面与定位板相接触,延长部位与车架的上表面相配合。
12.所述固定支架之间设有把手组件,所述把手组件包括把手横板,所述把手横板与打刻组件两侧的固定支架固定连接,把手横板上固定连接有主把手。
13.所述vin打刻机本体的侧部设有辅助把手,并位于电磁控制开关的上方。
14.本实用新型所具有的有益效果为:
15.该实用新型通过定位组件,降低车辆vin号在车架纵梁侧面上下位置的偏差,磁力吸附组件与车架纵梁侧面之间产生吸力,实现vin打刻机与车架的相对静止。
16.通过利用磁力吸附组件中的电磁铁通电后可吸附在铁质车架上的原理,改变传统的车架vin打刻机依靠气缸及夹具与车架的夹持方法,大幅减轻车架vin打刻机的重量。
17.通过电磁铁与打刻机的结合,减轻车架vin打刻机的重量,单人即可操作车架vin打刻机作业,避免采用助力设备,提高的车架vin打刻机的作业便利性,并且降低了车架vin打刻机的成本。
18.通过设有定位板与车架的配合,保证每台车辆vin号在车架纵梁侧面的高度一致。
附图说明
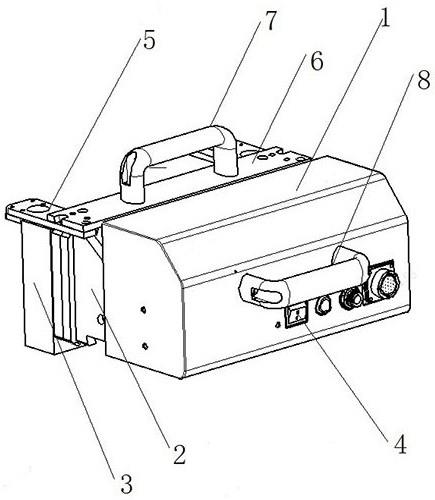
19.图1为本实用新型的主视结构示意图;
20.图2为本实用新型的侧部结构示意图。
具体实施方式
21.下面结合附图对本实用新型进一步描述
22.如图1-2所示,一种轻量化车架vin打刻机,包括vin打刻机本体1。所述vin打刻机本体1的前侧设有上打刻组件1-1,用于完成主要的打刻作业。打刻组件1-1的左右两端固定连接有固定支架2,固定支架2固定连接有磁力吸附组件,所述磁力吸附组件用于实现vin打刻机本体1与车架之间水平方向的吸附连接,所述磁力吸附组件的上部设有定位组件,所述定位组件用于实现打刻机本体1与车架纵梁之间竖直方向的定位。
23.所述磁力吸附组件包括位于固定支架2端部设有的电磁铁3,电磁铁3上下方向延伸,电磁铁3的前侧面作为吸附区,所述电磁铁3与固定支架2固定连接,所述电磁铁3与vin打刻机本体1内的电源模组电性连接。电源模组与电磁铁3的线路连接为现有技术,不在赘述。作业时,电磁铁3与车架纵梁的前侧面或后侧面接触,电源模组给电磁铁3供电后吸附在车架纵梁上,断电后,电磁铁3与车架纵梁之间的吸附力消失。
24.所述vin打刻机本体1的外表面上设有电磁控制开关4,电磁控制开关4与电源模组电性连接,电源模组与电磁控制开关4的线路连接为现有技术,不在赘述。电磁控制开关4用于控制电磁铁电路的导通。
25.所述定位组件包括定位板5,所述定位板5的一端与固定支架2固定连接,定位板5的另一端向前延伸并超出电磁铁3,电磁铁3的上端面与定位板5相接触,定位板5的延长部位与车架的上表面贴合。作业时,定位板5的延长部位与车架纵梁的上表面接触,保证打刻区域在车架纵梁侧面的高度一致。定位板5与电磁铁3配合,完成vin打刻机对车架纵梁上打刻区域的定位。
26.所述固定支架2之间设有把手组件,所述把手组件包括把手横板6,所述把手横板6与vin打刻机本体1两侧的固定支架2固定连接,把手横板6上固定连接有主把手7。
27.所述vin打刻机本体1上电磁控制开关4的上方固定连接有辅助把手8。
28.工作过程:
29.作业人员操作主把手7和辅助把手8,将定位板5与车架纵梁的上表面贴合,确保每台车辆vin号在车架纵梁侧面的高度偏差小于2mm,同时将电磁铁3与车架纵梁的前侧面或
后侧面贴合;
30.此时作业人员按下电磁铁控制开关4,电磁铁3通电,电磁铁3与车架纵梁的前侧面之间产生吸力,完成车架vin打刻机对车架的吸附,实现vin打刻机与车架的相对静止;
31.vin打刻机完成对车架的夹持后,作业人员启动打刻机,打刻组件1-1向前运动,并与车架纵梁的前侧面接触,同时打刻组件1-1在左右活动区域a内将vin号打刻在车架的纵梁上。
32.打刻完成后,作业人员按下电磁铁控制开关4按钮,电磁铁3断电,电磁铁3与车架纵梁前侧面之间的吸力消失。
33.电磁铁3与车架纵梁侧面的吸力消失后,作业人员操作主把手7和辅助把手8将车架vin打刻机从车架上移开,进行下一台车架vin号打刻作业流程。
34.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本实用新到型和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本实用新型保护内容的限制。
35.如果本文中使用了“第一”、“第二”等词语来限定零部件的话,本领域技术人员应该知晓:“第一”、“第二”的使用仅仅是为了便于描述本实用新型和简化描述,如没有另外声明,上述词语并没有特殊的含义。
36.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,但这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1