一种暖通管道现场焊接夹具的制作方法
1娱乐游戏涉及焊接技术领域,具体涉及一种暖通管道现场焊接夹具。
背景技术:
2.暖通管道现场焊接过程中,需要先将两段暖通管道预同轴对接,然后焊接对接位,实现两段暖通管道的固定对接。
3.目前的焊接方式是作业人员拿着焊枪,一点点的焊接,该方式存在如下问题:
4.1、作业人员需要长时间握持焊枪,费时费力,焊接效率低,还容易影响焊接质量,尤其是大口径的暖通管道,作业人员不仅需要操作焊枪,还需要保持自身的身位,焊接很不方便。
5.2、长时间焊接过程中,两段暖通管道容易出现对接偏差,甚至导致焊缝裂开。
技术实现要素:
6娱乐游戏的目的是提供一种暖通管道现场焊接夹具,旨在解决现有技术暖通管道焊接效率低下的技术问题。
7.为解决上述技术问题,本实用新型的技术方案是:
8.一种暖通管道现场焊接夹具,包括两个装夹单元,两个装夹单元分别用于夹紧在两个同轴对接的暖通管道上,两个装夹单元之间转动连接有第一转轴,第一转轴与暖通管道平行设置,装夹单元与第一转轴之间连接有第一锁止机构;第一转轴沿着径向固接有筒体,筒体内转动连接有第二转轴,筒体与第二转轴之间连接有第二锁止机构;第二转轴的底部固接有导向架,导向架上设有通道,通道内滑动连接有圆弧架,圆弧架与暖通管道同心设置,导向架上连接有驱动圆弧架围绕暖通管道中心滑动的驱动机构;圆弧架的端部安装有沿着圆弧架的径向滑动的滑动架,滑动架朝向暖通管道的一端用于连接焊枪。
9.其中,装夹单元包括第一圆弧卡箍与第二圆弧卡箍,第一圆弧卡箍与第二圆弧卡箍通过紧固件连接。
10.其中,第一圆弧卡箍顶部设有安装部,安装部上设有竖向滑孔,第一转轴的外壁设有两个圆周排列的卡槽;第一锁止机构包括滑动连接在竖向滑孔内的锁柱,锁柱的顶端与卡槽卡配,锁柱的底端位于竖向滑孔外,且固接第一把手,安装部与锁柱之间安装有驱动锁柱向上滑动的第一弹簧。
11.其中,筒体上设有第一法兰环,第一法兰环上设有圆周排列的两个第一竖向插孔,第二转轴上设有第二法兰环,第二法兰环上设有圆周排列的两个第二竖向插孔;第二锁止机构包括插栓,插栓同步插装在正对的第一竖向插孔与第二竖向插孔中。
12.其中,驱动机构包括电机、主动轴以及从动轴,主动轴同轴转动连接在第二转轴内,电机安装在第二转轴上,且与主动轴同轴传动连接,从动轴转动连接在通道内,主动轴与从动轴通过齿轮组件传动连接,从动轴上同轴固接有驱动齿轮,圆弧架的外弧面设有齿形段,驱动齿轮与齿形段相啮合。
13.其中,通道内设有两个第一导向辊与两个第二导向辊,两个第一导向辊围绕暖通管道中心间隔排列,且滚动压靠在圆弧架的外弧面;两个第二导向辊围绕暖通管道中心间隔排列,且滚动压靠在圆弧架的内弧面。
14.其中,圆弧架的端部设有至少两个径向滑孔,滑动架包括滑柱以及连接在滑柱两端的连接板与焊枪安装座,滑柱滑动连接在径向滑孔内,滑柱上套接第二弹簧,第二弹簧弹性支撑在连接板与圆弧架之间,焊枪安装座朝向暖通管道中心设置,焊枪安装座上固接有第二把手。
15.采用了上述技术方案后,本实用新型的有益效果是:
16.1、本实用新型辅助作业人员焊接,通过装夹单元固定在暖通管道上,通过圆弧架的移动来调整焊接位置,降低作业人员的作业难度,提高了焊接效率,保证了焊接质量。
17.2、本实用新型可以将焊枪在对接位的两侧转移,实现将对接位全面覆盖。
18.3、本实用新型中,两个装夹单元分别装夹两段暖通管道,实现两段暖通管道的稳定对接。
附图说明
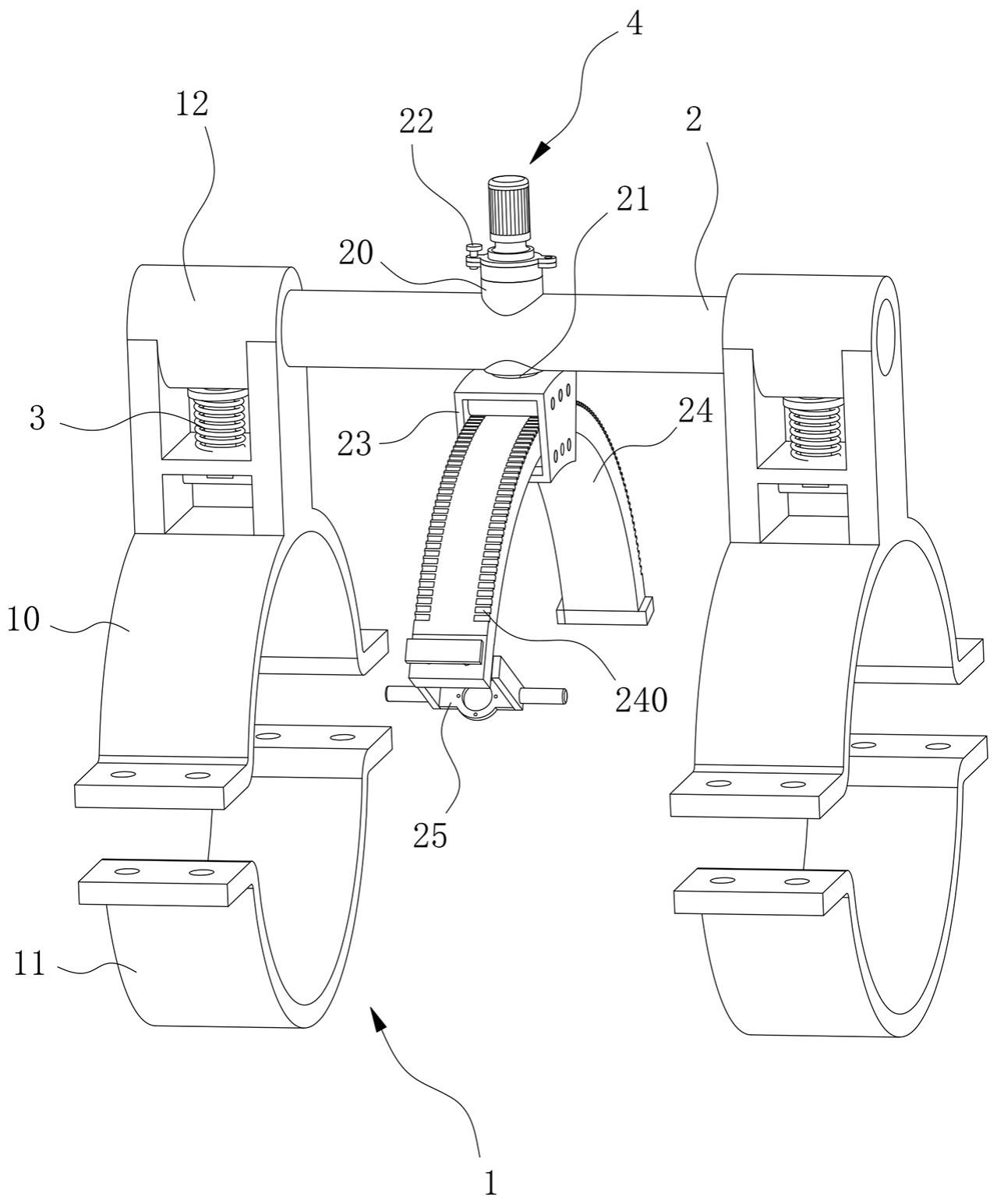
19.图1为本实用新型一种暖通管道现场焊接夹具立体结构示意图;
20.图2为图1中去掉装夹单元后的立体剖视图;
21.图3为图2中a部放大图;
22.图4为图1中装夹单元的纵向剖视图;
23.图5为图1中滑动架的立体结构示意图;
24.图中,装夹单元1,第一圆弧卡箍10,第二圆弧卡箍11,安装部12,横向通孔120,竖向滑孔121,限位板122,第一转轴2,筒体20,第一法兰环200,第二转轴21,第二法兰环210,插栓22,导向架23,通道230,第一导向辊231,第二导向辊232,圆弧架24,齿形段240,滑动架25,连接板250,焊枪安装座251,滑柱252,第二弹簧253,第二把手254,卡槽26,第一锁止机构3,锁柱30,限位环300,第一把手301,第一弹簧31,驱动机构4,电机40,主动轴41,从动轴42,齿轮组件43,驱动齿轮44。
具体实施方式
25.下面结合附图,进一步阐述本实用新型。
26.本说明书中涉及到的方位均以本实用新型一种暖通管道现场焊接夹具正常工作时的方位为准,不限定其存储及运输时的方位,仅代表相对的位置关系,不代表绝对的位置关系。
27.如图1至图5共同所示,暖通管道现场焊接夹具包括两个装夹单元1,两个装夹单元1均可以同轴装夹到暖通管道上,两个装夹单元1之间连接第一转轴2,第一转轴2与装夹单元1的装夹中心相平行,即当装夹单元1装夹到暖通管道上时,第一转轴2与暖通管道相平行。第一转轴2的两端分别转动连接在两个装夹单元1上,装夹单元1与第一转轴2之间设有第一锁止机构3,用于锁止第一转轴2,使得装夹单元1与第一转轴2可以相对固定。
28.第一转轴2上固接筒体20,筒体20与第一转轴2相垂直,筒体20的内腔贯穿第一转轴2,筒体20内同轴套接第二转轴21,使得第二转轴21可以相对筒体20转动;筒体20与第二
转轴21之间设有第二锁止机构,用于锁止第二转轴21,使得筒体20与第二转轴21可以相对固定。
29.第二转轴21的底部固接有导向架23,导向架23上设有通道230,通道230的延伸方向为圆弧形,通道230内滑动连接有圆弧架24,圆弧架24的滑动方向与通道230的延伸方向一致,且始终围绕装夹单元1中心设置。
30.导向架23上安装驱动机构4,驱动机构4用于驱动圆弧架24位移,圆弧架24的端部安装滑动架25,滑动架25沿着圆弧架24的径向方向往复滑动。
31.使用时,将两个装夹单元1分别装夹在正对的两段暖通管道上,并且使得第一转轴2位于暖通管道的正上方,圆弧架24正对两段暖通管道对接位。将焊枪固定在滑动架25上,使得焊枪正对对接位。
32.焊接对接位的一侧时,作业人员一边控制驱动机构4,来调节圆弧架24的滑动位置,一边控制滑动架25,使得焊枪与对接位接触,实现暖通管道一侧的对接位的多点位焊接。
33.当需要焊接对接位另一侧时,控制驱动机构4,使得滑动架25随圆弧架24移动到最高处位置,然后旋动第一转轴2,转动角度为180
°
,然后旋转第二转轴21,转动角度为180
°
,再旋转第一转轴2,转动角度为180
°
,然后将第一转轴2与第二转轴21锁住,从而将滑动架25旋动到暖通管道的另一侧,继续焊接作业。通过暖通管道现场焊接夹具来辅助移动焊枪,焊接精准,省时省力,降低作业难度。
34.优选地,装夹单元1包括第一圆弧卡箍10与第二圆弧卡箍11,第一转轴2转动连接在第一圆弧卡箍10的顶部,第一圆弧卡箍10与第二圆弧卡箍11的端部均焊接有固定板,第一圆弧卡箍10的固定板与第二圆弧卡箍11的固定板通过螺栓、螺母连接。
35.优选地,第一圆弧卡箍10的顶部设有安装部12,安装部12上设有横向通孔120,第一转轴2通过轴承转动连接在横向通孔120;安装部12上设有竖向滑孔121,竖向滑孔121连通横向通孔120,第一转轴2的外壁设有两个圆周排列的卡槽26;
36.第一锁止机构3包括锁柱30与第一弹簧31,锁柱30滑动连接在竖向滑孔121内,锁柱30上部外侧固接有限位环300,安装部12上设有限位板122,限位板122位于限位环300的正下方,第一弹簧31套接在锁柱30上,并且弹性支撑在限位环300与限位板122之间,第一弹簧31驱动锁柱30向上滑动,使得锁柱30的顶端卡入卡槽26,从而锁住第一转轴2,两个卡槽26可实现两个点位的锁止切换。
37.锁柱30的底端位于竖向滑孔121外,且固接第一把手301;解除锁止时,作业人员握住第一把手301,然后下拉,使得锁柱30从卡槽26中分离,第一转轴2便可以转动。
38.优选地,第二锁止机构包括插栓22,筒体20上同轴固接第一法兰环200,第一法兰环200上设有圆周排列的两个第一竖向插孔,第二转轴21上设有第二法兰环210,第二法兰环210上设有圆周排列的两个第二竖向插孔,插栓22同步插装在正对的第一竖向插孔与第二竖向插孔中。优选地,第一法兰环200与第二法兰环210之间连接有推力轴承。第二转轴21在筒体20内转动时,两个第一竖向插孔与两个第二竖向插孔交替竖向对接,然后通过插栓22插装,即实现第二转轴21的锁止。
39.优选地,驱动机构4包括电机40、主动轴41以及从动轴42,第二转轴21为空心轴,空心轴连通通道230,主动轴41通过轴承同轴转动连接在第二转轴21内,电机40固定在第二转
轴21的顶端,电机40的轴端与主动轴41通过联轴器同轴固接连接,从动轴42转动连接在导向架23上,从动轴42与主动轴41相垂直,主动轴41与从动轴42通过齿轮组件43传动连接,齿轮组件43为两个相啮合的锥齿轮,从动轴42上同轴固接有驱动齿轮44,圆弧架24的外弧面设有齿形段240,驱动齿轮44与齿形段240相啮合。电机40驱动主动轴41转动,从而带动从动轴42转动,在驱动齿轮44与齿形段240的传动下,实现圆弧架24的滑动调节。
40.进一步地,通道230内设有两个第一导向辊231与两个第二导向辊232,第一导向辊231、第二导向辊232均与从动轴42相平行,两个第一导向辊231围绕暖通管道中心间隔排列,且滚动压靠在圆弧架24的外弧面;两个第二导向辊232围绕暖通管道中心间隔排列,且滚动压靠在圆弧架24的内弧面,在第一导向辊231与第二导向辊232的支撑导向下,使得圆弧架24的移动更加的顺畅。
41.优选地,圆弧架24的端部设有至少两个径向滑孔,滑动架25包括连接板250、焊枪安装座251以及连接在二者之间的滑柱252,滑柱252设有两个,分别滑动连接在径向滑孔中,滑柱252上套接有第二弹簧253,第二弹簧253弹性支撑在连接板250与圆弧架24之间。第二弹簧253驱使滑动架25背向暖通管道中心移动,即实现滑动架25的复位。焊枪安装座251的两侧固接第二把手254。
42.焊接时,作业人员握持第二把手254,将滑动架25向着暖通管道推进,使得焊枪接触对接位,实现焊接,松开第二把手254时,滑动架25会复位。
43娱乐游戏不局限于上述具体的实施方式,本领域的普通技术人员从上述构思出发,不经过创造性的劳动,所做出的种种变换,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1