一种短棒料自动送料装置的制作方法
1娱乐游戏涉及金属切削机床技术领域。具体地说是一种短棒料自动送料装置。
背景技术:
2.数控走心车床具有加工效率高、加工精度高、加工复合化程度高和结构紧凑重量轻的优点,广泛地应用于医疗器械、钟表、汽车及其它精密加工领域的小型轴类零件的加工。
3.走心式自动车床加工2.5m-3m长料过程中,难免剩下80mm-300mm长的尾料,通常用户都将尾料当废品处理,尾料再次利用需要人工手动上料,加工成零件的时间成本和人工成本将会更高。
技术实现要素:
4.为此,本实用新型所要解决的技术问题在于提供一种短棒料自动送料装置,通过将尾料自动固定并送入主轴进行加工,实现较短尾料的再次利用,节约原材料,降低成本。
5.为解决上述技术问题,本实用新型提供如下技术方案:
6.一种短棒料自动送料装置,包括机架和设于机架长度方向一端、与机架上料管对应的主轴,所示机架宽度方向的一侧设有料仓,所述主轴对应设于料管长度方向的一侧,所述料管长度方向的另一侧设有推料组件,所述推料组件的中心轴线和主轴的中心轴线重合设置。
7.更进一步的,所述料仓出口端、对应料管处设有对棒料限位的夹紧组件,所述夹紧组件包括对应设于料管两侧的夹板一和夹板二,所述夹板一和夹板二相向的一侧均开设有与棒料外周缘适配的弧形凹槽,所述夹板一和夹板二的弧形凹槽的底缘与料管上端面齐平设置。
8.更进一步的,所述夹板二高度低于夹板一设置,所述夹板二靠近料仓出口端设置。
9.具体的,夹紧组件对棒材进行夹紧,防止其在径向和轴向上窜动。
10.更进一步的,所述料仓和夹紧组件之间还设有上料组件,所述上料组件与料仓出口端和夹紧组件的夹板二贴合设置,所述上料组件采用上料气缸结构。
11.更进一步的,所述推料组件设于料管上端面,所述推料组件包括依次连接的推料杆、中轴和料夹,所述中轴一端与推料杆端部相对转动连接,所述中轴另一端与料夹固定连接。
12.具体的,推料组件将上料位的棒材推入至主轴夹头部位,并在机床工作的时候扶正棒材,防止棒材甩动。
13.更进一步的,所述主轴与推料组件之间通过同步组件连接,所述同步组件包括与推料杆对应连接的导向块和与主轴对应连接的导向筒;
14.所述导向块和导向筒之间设有定位通道,所述推料杆沿导向块的中央通道穿入并通过定位通道延伸至导向筒内,所述导向筒包括与支架相对固定连接的同步法兰,所述同
步法兰的中央空腔内连接有直线轴承,所述推料杆通过直线轴承在同步法兰内位移。
15.更进一步的,所述定位通道设于一支座上,所述导向块通过支架固定于支座的一端,所述导向筒通过支架固定于支座的另一端,所述导向块、定位通道和导向筒中心轴线重合设置。
16.更进一步的,所述机架对应料仓处设有缺料检测开关,所述机架对应推料组件处设有相对机架活动连接的起始检测开关、送料到点检测开关和夹料检测开关,所述机架对应主轴处设有换料材欠检测开关。
17.具体的,同步组件保证推料杆和主轴在加工过程中在主轴轴向方向前后同步移动,防止料夹和棒料脱离,导致零件没有料夹扶正,进而主轴旋转时棒料甩动,影响加工精度
18娱乐游戏的技术方案取得了如下有益的技术效果:
19娱乐游戏一种短棒料自动送料装置,尾料经料仓进入料管后被夹紧组件限位,防止窜动,推料组件将棒料沿料管向主轴方向推动并推入主轴夹头部位,以在机床工作过程中扶正棒材,防止棒材甩动,加工后所剩料头从车床夹头前方顶出,加工余料极短,通过将尾料自动固定并送入主轴进行加工,实现较短尾料的再次利用,节约原材料,降低成本。
附图说明
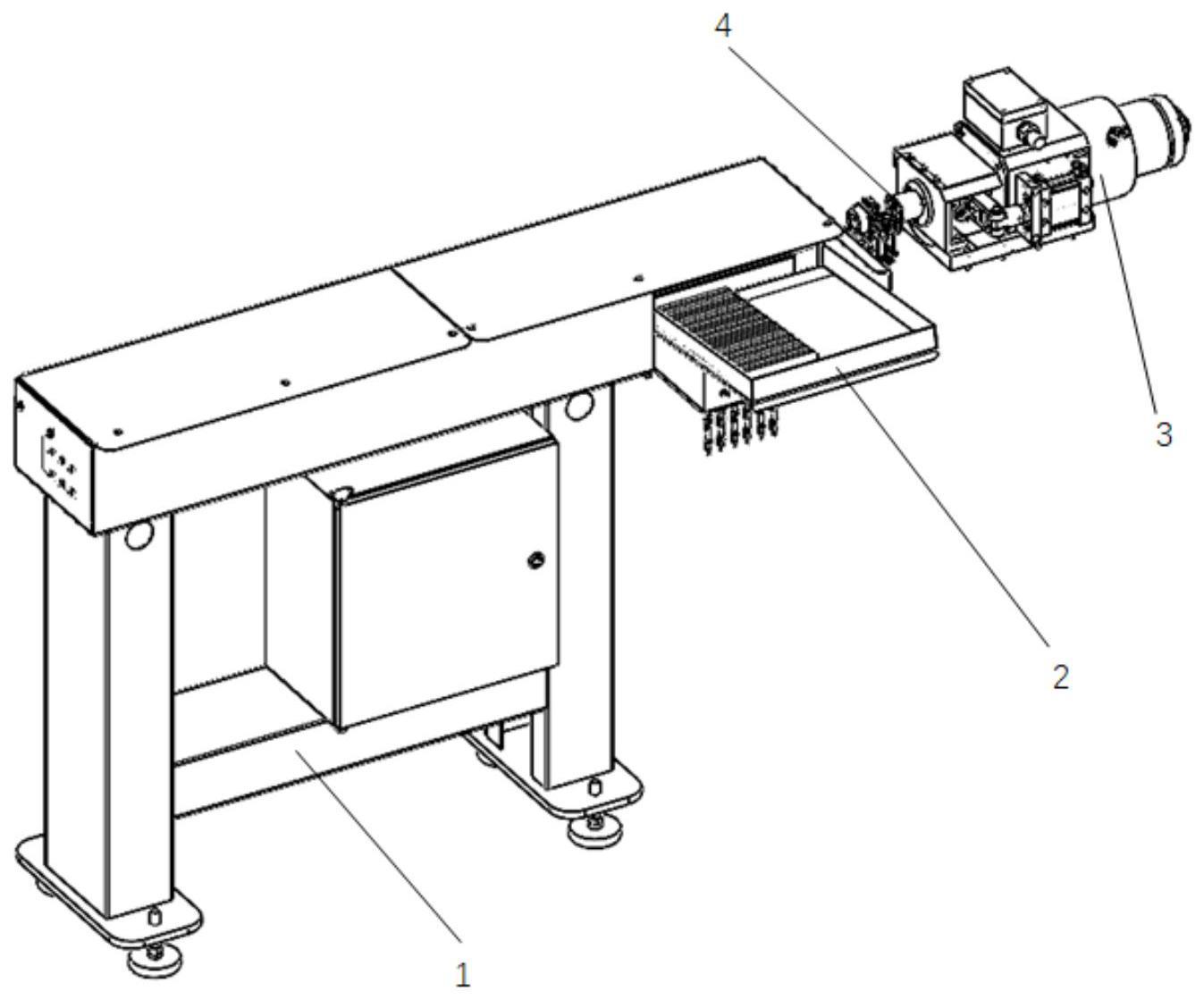
20.图1本实用新型一种短棒料自动送料装置的结构示意图;
21.图2本实用新型一种短棒料自动送料装置的剖视图;
22.图3本实用新型一种短棒料自动送料装置的送料到点检测开关和换料材欠检测开关位置示意图;
23.图4本实用新型一种短棒料自动送料装置的夹紧组件示意图;
24.图5本实用新型一种短棒料自动送料装置的夹料检测开关和起始检测开关位置示意图;
25.图6本实用新型一种短棒料自动送料装置的推料组件示意图;
26.图7本实用新型一种短棒料自动送料装置的同步组件示意图。
27.图中附图标记表示为:1、机架;2、料仓;3、主轴;4、同步组件;41、导向块;42、支座;43、导向筒;431、同步法兰;432、直线轴承;44、支架;45、定位通道;5、推料组件;51、推料杆;52、中轴;53、料夹;6、上料组件;7、缺料检测开关;8、夹紧组件;81、夹板一;82、夹板二;83、弧形凹槽;9、送料到点检测开关;10、换料材欠检测开关;11、夹料检测开关;12、起始检测开关;13、料管。
具体实施方式
28.本实施例一种短棒料自动送料装置,如图1所示,包括机架1和设于机架1长度方向一端、与机架1上料管13对应的主轴3,机架采用碳钢板焊接而成,底板上配有调平条高地脚,电气柜采用碳钢板焊接而成,固定在机架上,配有单开门,操作空间大,维修方便。
29.结合图2,所示机架1宽度方向的一侧设有料仓2,料仓采用钣金折弯焊接而成,固定在机架上,料仓配有缺料检测开关7,主要给送料装置储备棒料,料仓储料容量大,可适用不同长度和直径的棒材。
30.对应料仓出口端的机架上设有上料组件6,上料组件6采用上料气缸结构,采用单个气缸实现每次输送一根棒料进入料管内。
31.结合图3和图4,所述料仓2出口端、对应料管13处设有对棒料限位的夹紧组件8,所述夹紧组件8包括对应设于料管13两侧的夹板一81和夹板二82,所述夹板一81和夹板二82相向的一侧均开设有与棒料外周缘适配的弧形凹槽83,所述夹板一81和夹板二82的弧形凹槽83的底缘与料管13上端面齐平设置,且有夹板二82高度低于夹板一81设置,夹板二82靠近料仓2出口端即上料组件设置,上料组件6与料仓2出口端和夹紧组件8的夹板二82贴合设置,棒料经料仓滚入上料组件的上端槽内,用于上料的气缸伸出,将单根棒料顶起使之从夹紧组件8的夹板二82滚入夹板一81和夹板二82之间的料管内,由于夹紧组件8的夹板一81和夹板二82的限位作用,棒料在滚入料管13后被限位在两者的弧形凹槽83之间,防止其径向窜动,夹板一81和夹板二82可由气缸驱动,机架上开设有供夹板一81和夹板二82沿料管径向位移的导轨,在棒料滚入料管后,气缸驱动夹板一81和夹板二82在导轨上位移并相互靠近,对棒料进行夹紧,防止其轴向窜动。
32.结合图5和图6,所述料管13长度方向的另一侧设有推料组件5,所述推料组件5的中心轴线和主轴3的中心轴线重合设置,所述推料组件5设于料管13上端面,所述推料组件5包括依次连接的推料杆51、中轴52和料夹53,所述中轴52一端与推料杆51端部通过轴承相对转动连接,所述中轴52另一端与料夹53固定连接,推料组件采用伺服电机+同步带轮/同步带+直线轴承和推料杆组成,其作用是将上料位的棒料推入至主轴的夹头部位,并在机床工作的时候扶正棒料,防止棒料甩动,中轴安装在推料杆的末端,是连接静止的推料杆与旋转的料夹的关键零件,中轴决定了棒料的两端是否在相同速度下的旋转。
33.结合图7,所述主轴3与推料组件5之间通过同步组件4连接,所述同步组件4包括与推料杆51对应连接的导向块41和与主轴3对应连接的导向筒43,所述导向块41和导向筒43之间设有定位通道45,所述推料杆51沿导向块41的中央通道穿入并通过定位通道45延伸至导向筒43内。
34.所述定位通道45设于一支座42上,所述导向块41通过支架44固定于支座42的一端,所述导向筒43通过支架44固定于支座42的另一端,所述导向块41、定位通道45和导向筒43中心轴线重合设置,所述导向筒43包括与支架44相对固定连接的同步法兰431,所述同步法兰431的中央空腔内连接有直线轴承432,所述推料杆51通过直线轴承432在同步法兰431内位移。
35.同步组件保证推料杆和主轴在加工过程中在主轴轴向方向前后同步移动,防止料夹和棒料脱离,导致零件没有料夹扶正,进而主轴旋转时棒料甩动,影响加工精度。
36.先在料仓内摆好准备加工的原棒料,上料检测开关检测料仓内有料,上料气缸顶起一根原棒料使其滚入夹紧机构的料管内,夹紧机构夹紧原棒料,推料杆在伺服电机的驱动下将原棒料卡紧在料夹上,推料杆推动原棒料输送至主轴夹头部位,此处有检测开关,根据棒料长短不同,相应检测开关位置可调。同步组件安装在主轴尾部,当棒料伸出主轴夹头既定距离后,同步组件的上支座内的气缸伸出将推料杆抵接在输出轴和定位通道之间,夹紧推料杆,此时推料杆和主轴在运动方向上保持同步,机床开始加工零件,加工完第一个零件,推料杆不动,同步组件气缸打开,主轴在z向伺服电机的驱动下后移既定距离,同步组件气缸动作,夹紧推料杆,周而复始,循环加工,当触发换料材欠检测开关时,主轴夹头夹紧棒
料,同步组件气缸打开,推料杆在伺服电机反转时,料夹和尾料脱离,推料杆回到起始位置,开始上第二根棒料,推料杆推入第二根棒料,主轴夹头打开,第一根棒料的尾料被第二根棒料顶出主轴夹头,掉入铁屑收集箱。
37.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本专利申请权利要求的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1