一种基于压电耦合控制的金属薄带三维成形系统的制作方法
1.本发明涉及金属增材制造领域,具体涉及一种基于压电耦合控制的金属薄带三维成形系统。
背景技术:
2.增材制造(additive manufacturing,am)俗称3d打印,融合了计算机辅助设计、材料加工与成型技术、以数字模型文件为基础,通过软件与数控系统将各种材料,按照挤压、烧结、熔融、光固化、喷射等方式逐层堆积,制造出实体物品的制造技术。相对于传统的、对原材料去除-切削、组装的加工模式不同,是一种“自下而上”通过材料累加的制造方法,从无到有。这使得过去受到传统制造方式的约束,而无法实现的复杂结构件制造变为可能。
3.现阶段金属多材料增材制造中最常见的金属材料类型主要是金属粉末。而原材料的价格昂贵及粉末的污染导致制造过程的要求苛刻,成本高,装备复杂。使用的热源主要为高能束比如:激光,电子束,电弧等。激光作为热源是最受欢迎的研究方式,但它的能量利用率非常低(2%~5%),其中主要原因是金属对激光的高反效应及电光转换效率低下;电子束的能量利用率略有提高(15%~20%),但它需要高真空环境,对于设备的要求较为苛刻;电弧工艺的能量利用率高达70%,但是电弧设备往往设备庞大,伴随大量的噪声和弧光的污染。成形过程复杂。功能梯度材料是指选用两种性能不同的材料,将功能梯度材料用作涂层和界面层,可以减小残余应力和热应力,可以消除连接材料中界面交叉点以及应力自由端点的应力奇异性等。高能束增材制造功能结构梯度材料往往设备功耗高,造价高、设备复杂、体积比较庞大、金属熔池飞溅,粉末污染辐射污染,而且都需要严苛的气氛保护。比如中国发明专利说明书cn104923787a和cn104439243a公开了一种金属梯度材料的激光3d打印制备方法,用喷粉的方式,通过控制送粉器中的粉末组分比,达到控制金属梯度的目的。
技术实现要素:
4.针对现有技术中存在的问题,本发明提供了一种基于压电耦合控制的金属薄带三维成形系统,提高了系统打印效率和对不同打印方式的需求,简化了系统的复杂性,提高了能量的利用,可以实现材质、性能相差较大的金属带材之间的固结,即功能梯度材料打印。
5.为了解决上述技术问题,本发明通过以下技术方案予以实现:
6.一种基于压电耦合控制的金属薄带三维成形系统,包括焦耳热电源、角度可调式打印机构安装装置、阵列安装在所述角度可调式打印机构安装装置上的锤击式打印机构和辊压式打印机构、安装在所述锤击式打印机构和辊压式打印机构上的压力传感器、基板、控制系统和金属薄带输送机构,所述金属薄带输送机构用于向所述基板上输送金属薄带;所述角度可调式打印机构安装装置位于所述基板的上方,且所述角度可调式打印机构安装装置与所述基板能够相对运动;所述焦耳热电源的第一极分别与所述锤击式打印机构和辊压式打印机构电连接,第二极与所述基板电连接,其中,所述第一极为正极,所述第二极为负极,或,所述第一极为负极,所述第二极为正极;所述焦耳热电源和所述压力传感器均与所
述控制系统连接;所述压力传感器用于采集所述锤击式打印机构和辊压式打印机构与所述基板上金属薄带之间的接触压力;所述控制系统用于根据所述接触压力与预设的触发压力阈值之间的大小关系控制所述焦耳热电源输出焦耳热能量。
7.进一步地,还包括运动机械臂,所述运动机械臂与所述角度可调式打印机构安装装置连接。
8.进一步地,所述辊压式打印机构包括辊压轮、轴承、碳刷架和支架,所述碳刷架连接在所述支架上,所述辊压轮通过所述轴承连接在所述碳刷架上,所述压力传感器安装在所述支架顶部,所述支架连接在所述角度可调式打印机构安装装置上。
9.进一步地,所述辊压轮与所述轴承之间设置有绝缘层。
10.进一步地,所述锤击式打印机构包括打印头、套筒、下压盖、上压盖、连接螺栓、缓冲圈和弹性件,所述打印头的一端伸进所述套筒内,所述压力传感器位于所述套筒内且与所述打印头的一端接触,所述下压盖通过所述连接螺栓连接在所述套筒的下端实现对所述打印头的固定,所述上压盖通过所述连接螺栓连接在所述套筒的上端实现对所述压力传感器的固定,所述缓冲圈和弹性件套设在所述打印头上且位于所述套筒内。
11.进一步地,所述弹性件为弹簧。
12.进一步地,所述上压盖上开设有用于与所述角度可调式打印机构安装装置连接的螺纹孔。
13.进一步地,所述金属薄带输送机构包括金属薄带缠绕盘、张紧轮机构、惰轮、主动轮、从动轮和薄带引导机构,所述主动轮和所述从动轮的圆柱面相互接近形成用于金属薄带穿过的缝隙,所述薄带引导机构设置在靠近所述基板上端面的位置,所述金属薄带缠绕盘上的金属薄带的一端依次绕经所述张紧轮机构和所述惰轮后,再依次穿过所述主动轮和所述从动轮形成的缝隙和所述薄带引导机构。
14.进一步地,所述金属薄带输送机构还包括剪断机构,所述剪断机构设置在所述薄带引导机构的出口位置。
15.进一步地,还包括运动平台,所述基板设置在所述运动平台上,所述基板与所述运动平台之间设置有绝缘板。
16.与现有技术相比,本发明至少具有以下有益效果:本发明提供的一种基于压电耦合控制的金属薄带三维成形系统,在可调式打印机构安装装置上安装了多种打印机构供打印使用,锤击式打印机构适合非致密性的成形工艺需求,辊压式打印机构适合致密性成形工艺需求,因此提供了多种打印方式,可根据工艺需求进行自由更换,提高了系统打印效率和对不同打印方式的需求。实现复杂结构的高性能合金材料构件打印成形和金属薄带编织成形,对性能差别很大的金属,实现异种材料连接,可以实现材料固相连接,可以使用应用范围较广的普通商用金属带材(如钛合金、铝合金、铜合金、钢等),而且可以实现悬殊相差较大的金属带材之间的固结,即功能梯度材料打印,也可以在原有复杂零件外加上所需要的金属外层,实现表面防护,表面强化表面装饰,也可以实现零件修复再制造功能。角度可调式打印机构安装装置上安装有锤击式打印机构和辊压式打印机构,可以自主设定焊接的致密性,这样有助于按需实现不同致密性的金属薄带三位成形。锤击式打印机构和辊压式打印机构连通焦耳热电源正极,当锤击式打印机构和辊压式打印机构与金属薄带输送机构输送至基板上的金属薄带接触并施加一定压力时形成回路,焦耳热电源输出电流以达到焊
接效果,即利用压电耦合的方式替代传统的高能束熔覆成形方式,简化了系统的复杂性,提高了能量的利用率。
17.进一步地,利用运动机械臂与角度可调式打印机构安装装置连接,实现多方位的灵活控制。
18.进一步地,上压盖上开设有用于与角度可调式打印机构安装装置连接的螺纹孔,安装拆卸方便。
19.进一步地,金属薄带由非晶薄带缠绕盘送进系统,通过张紧轮机构调整金属薄带的张紧力,再经过惰轮将送入主、从动轮,金属薄带再通过主、从动轮递送至薄带引导机构,主动轮负责提供动力,从动轮负责施加一定压力,以免金属薄带打滑造成误差,薄带引导机构将金属薄带引导至基板上指定位置,该输送机构可以有效地防止材料堵塞。
20.进一步地,金属薄带输送机构还包括剪断机构,剪断机构设置在薄带引导机构的出口位置,便于剪断金属薄带,控制递送长度。
21.进一步地,基板与运动平台之间设置有绝缘板,防止基板通过运动平台从其他地方与打印头机构构成回路。
22.为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
23.为了更清楚地说明本发明具体实施方式中的技术方案,下面将对具体实施方式描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
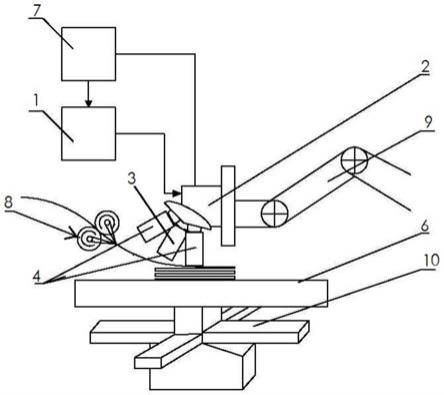
24.图1为本发明一种基于压电耦合控制的金属薄带三维成形系统示意图;
25.图2为本发明金属薄带输送机构示意图;
26.图3中,(a)为本发明锤击式打印机构的主视示意图;(b)为本发明锤击式打印机构的剖视示意图;
27.图4中,(a)为本发明辊压式打印机构的主视示意图;(b)为本发明辊压式打印机构的剖视示意图;
28.图5a、图5b和图5c为实施例中单一类型金属薄带的打印方式示意图;
29.图5d为实施例中异种金属材料堆叠示意图;
30.图5e为实施例中物品表面防护示意图;
31.图6为本发明一种基于压电耦合控制的金属薄带三维成形系统打印步骤流程图。
32.图中:1-焦耳热电源;2-角度可调式打印机构安装装置;3-锤击式打印机构;301-打印头;302-套筒;303-下压盖;304-上压盖;305-连接螺栓;306-缓冲圈;307-弹性件;308-螺纹孔;4-辊压式打印机构;401-辊压轮;402-轴承;403-碳刷架;404-支架;405-绝缘层;5-压力传感器;6-基板;7-控制系统;8-金属薄带输送机构;801-非晶薄带缠绕盘;802-张紧轮机构;803-惰轮;804-主动轮;805-从动轮;806-薄带引导机构;807-剪断机构;9-运动机械臂;10-运动平台。
具体实施方式
33.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.作为本发明的某一具体实施方式,结合图1至图4所示,一种基于压电耦合控制的金属薄带三维成形系统,包括焦耳热电源1、角度可调式打印机构安装装置2、阵列安装在角度可调式打印机构安装装置2上的锤击式打印机构3和辊压式打印机构4、安装在锤击式打印机构3和辊压式打印机构4上的压力传感器5、基板6、控制系统7和金属薄带输送机构8,金属薄带输送机构8用于向基板6上输送金属薄带。角度可调式打印机构安装装置2上安装多种打印机构对带材进行致密性或非致密性等不同的打印方式和效果,不同种的打印机构可自由根据工艺要求自由更换,同时角度可调式打印机构安装装置也可以根据要求在一定空间内自由运动,以实现多自由度打印。具体地说,基板6设置在运动平台10上,基板6与运动平台10之间设置有绝缘板。角度可调式打印机构安装装置2位于基板6的上方,且角度可调式打印机构安装装置2与基板6能够相对运动。角度可调式打印机构安装装置2为全方位角度调节,便于根据不同的打印工艺要求,切换不同的锤击式打印机构3和辊压式打印机构4进行组合打印。焦耳热电源1的第一极分别与锤击式打印机构3和辊压式打印机构4电连接,第二极与基板6电连接,其中,第一极为正极,第二极为负极,或,第一极为负极,第二极为正极;焦耳热电源1和压力传感器5均与控制系统7连接;压力传感器5用于采集锤击式打印机构3和辊压式打印机构4与基板6上金属薄带之间的接触压力;控制系统7用于根据接触压力与预设的触发压力阈值之间的大小关系控制焦耳热电源1输出焦耳热能量。具体地说,当接触压力与预设的触发压力阈值时,控制系统7控制焦耳热电源1输出焦耳热能量,将金属薄带的搭接处热压结合,通过角度可调式打印机构安装装置2与基板6之间的相对运动进行连续的不同位置上金属薄带连接以实现三维成形。
35.控制系统7负责以压力值的变化对系统的各部分进行调节,以达到所需的压力值区间,根据设定压力阈值与压力传感器5反馈压力值的比较,决定在合适的时刻控制焦耳热电源输出能量以实现带材的融化结合的目的。
36.作为本发明的某一优选实施方式,金属薄带三维成形系统还包括运动机械臂9,运动机械臂9与角度可调式打印机构安装装置2连接,运动机械臂9为现有的多种形式的机械臂,通过运动机械臂9带动可调式打印机构安装装置2根据打印工艺要求进行相应的运动。
37.控制系统7在打印过程中不间断性的对系统中各部分的状态和位置进行监测,以精确实现工艺要求,并且根据检测压力值的变化对锤击式打印机构3、辊压式打印机构4和焦耳热电源进行调整和控制,以协调二者之间的功能。
38.具体地说,如图4所示,辊压式打印机构4包括辊压轮401、轴承402、碳刷架403和支架404,碳刷架403含碳刷,支架404含连接轴,碳刷架403连接在支架404上,辊压轮401通过轴承402连接在碳刷架403上,压力传感器5安装在支架404顶部,支架404连接在角度可调式打印机构安装装置2上。优选的,辊压轮401与轴承402之间设置有绝缘层405,或者,采用陶瓷轴承。本实施例中,辊压轮401为铜辊轮。
39.具体地说,如图3所示,锤击式打印机构3包括打印头301、套筒302、下压盖303、上
压盖304、连接螺栓305、缓冲圈306和弹性件307,打印头301的一端伸进套筒302内,压力传感器5位于套筒302内且与打印头301的一端接触,下压盖303通过连接螺栓305连接在套筒302的下端实现对打印头301的固定,上压盖304通过连接螺栓305连接在套筒302的上端实现对压力传感器5的固定,缓冲圈306和弹性件307套设在打印头301上且位于套筒302内。本实施例中,弹性件307为弹簧。
40.优选的,在上压盖304上开设有用于与角度可调式打印机构安装装置2连接的螺纹孔308。
41.锤击式打印机构适合非致密性的成形工艺需求,辊压式打印机构适合致密性成形工艺需求。
42.如图2所示,本实施方式中,金属薄带输送机构8包括金属薄带缠绕盘801、张紧轮机构802、惰轮803、主动轮804、从动轮805和薄带引导机构806,主动轮804和从动轮805的圆柱面相互接近形成用于金属薄带穿过的缝隙,薄带引导机构806设置在靠近基板5上端面的位置,金属薄带缠绕盘801上的金属薄带的一端依次绕经张紧轮机构802和惰轮803后,再依次穿过主动轮804和从动轮805形成的缝隙和薄带引导机构806。优选的,金属薄带输送机构8还包括剪断机构807,剪断机构807设置在薄带引导机构806的出口位置。
43.金属薄带输送机构8用于金属薄带的递送、剪断功能,因带材的厚度决定了金属薄带输送机构的特殊性,其具有带材张紧力调节功能、递送速度反馈控制功能、实际出带长度检测控制功能,以保证送带长度和速度的准确性,各功能都为全闭环控制方式,也保证了张紧轮机构的稳定性。
44.金属薄带由非晶薄带缠绕盘送进系统,通过张紧轮机构调整金属薄带的张紧力,再经过惰轮将送入主、从动轮,同时惰轮对金属薄带的送带速度进行测量,反馈到计算机控制模块进行闭环控制,金属薄带再通过主、从动轮递送至薄带引导机构,主动轮负责提供动力,从动轮负责施加一定压力,以免金属薄带打滑造成误差,薄带引导机构将金属薄带引导至可更换基板上指定位置,并且检测金属薄带的实际出带长度,并反馈到计算机控制系统进行闭环控制,在需要对金属薄带断带时使用剪断机构进行剪断。
45.运动平台为抗冲击运动,抗冲击运动平台用于打印过程中和角度可调式打印机构安装装置配合运动成形,同时因该系统的特殊性,抗冲击运动平台不仅可以实现常规的x、y、z三轴运动,同时各方向带有将当前实际位置反馈到计算机控制系统,以便控制各方向的精确运动,并且z轴带有抱闸功能,使得在打印过程中不会因为可调式打印机构安装装置对平台的压力过大而造成z轴位置的被动移动,保证了打印过程中的准确性和稳定性。
46.本发明不仅可以对同种金属材料进行焊接,对异种、性能差别较大的金属,也可以采用本发明进行异种材料焊接,实现异种材料固相连接。在多种应用领域广泛的商用金属带材(如钛合金、铝合金、铜合金、钢等)异种焊接具有较大优势,并且可以实现材质、性能相差较大的金属带材之间的固结,即功能梯度材料打印,而且对非晶材料的热塑性连接和成形有较大的优势。该系统的原材料成本较低,能量利用度较激光方式高,耗能低,系统的体积可以进行小型化,操作方便。
47.本发明在打印成形过程中无须复杂气氛保护或者真空环境,由于系统的特殊性,带材之间熔化结合和全过程不会与空气发生接触,这意味着该系统不需要传统增材制造方式的保护气氛限制,提高了系统的应用领域,并且降低了制造和维护成本。同时打印成形过
程中的熔化结合全过程在压力电极之间进行连接,因此不会生成飞溅蒸汽废渣等污染源,且采用的带材无粉末污染,是一种节能环保的快速成形叠层复合制造方法。
48.系统的热输入是通过焦耳热电源的输入方式进行调控,比如采用高频脉冲电源,从而实现了快速的冷却速度。例如,在钢带情况下,冷却速度达到105k/s,并且随着薄带厚度的减小而增加。因此,通过获得更快的冷却速度,可以获得更细的微观组织,从而实现更好的力学性能及其他性能。
49.利用压电耦合的方式替代传统的高能束熔覆成形方式,简化了系统的复杂性,提高了能量的利用率。金属材料具有良好的导电性,而采用电加热金属成形的能量利用率接近100%,当输出的电压电流通过负载时,由负载消耗的电功率e见下公式(1)为:
[0050][0051]
式中:
[0052]
i(t)是通过电流通过负载时间t的电流;ρe是金属薄带的电阻率;l是样品长度;a是电流通过的截面积。
[0053]
假设电源输出的电流全部用来进行加热的话,则温度的上升可近似的表示公式见下公式(2):
[0054][0055]
式中:c
p
是j.m-3
k-1
的比热容。
[0056]
温度的上升δt随着i(t)增加而增加,接合面通过焦耳热产生的热量连接在一个点上,电流通过工件流动,工件在电极的压力作用下结合在一起。电流集中区内的接触表面由具有高电流,低压或者短时脉冲加热,焦耳热给材料微表面提供足够热量,使其温度升高,表面软化,产生塑性流动,同时施加一定的压力,既可以完成材料之间的连接,其输出的一个预定的焦耳热能量配合一定的压力可以保证在打印头和金属薄带焊接成功,继而点成线,线成面构建零件。且机构简单,对某些特定材料可以采用施加交流电或者脉冲电流,还可以去除材料表面的氧化膜,使光滑的界面裸露出来,实现材料的直接接触,为金属材料在界面之间的原子扩散创造条件。而金属薄带在厚度这个维度上比其他2个维度均小的多,无须很大的功率即能焊接成功,在材料递送上及压力保持上能有较大的优势,同时不会产生粉末污染,在太空的微重力调节下也是优选的制造方案。
[0057]
优选的,焦耳热电源具有直流、交流、脉冲等形式,具备正脉冲、负(换向)脉冲、比例脉冲、间隔脉冲、计数脉冲、计时脉冲、程序脉冲等功能。焦耳热电源支持根据开关量和模拟量触发脉冲功能,具有本地触摸屏人机界面显示控制,并支持远程上位机通信智能控制。该焦耳热电源的输出能量值不会因为压力传感器反馈的信号波形的变化而出现误差的情况,只要检测到压力值超过设定值,焦耳热电源即会输出能量,对金属薄带进行焊接。焦耳热电源的电压、电流值从零至额定值连续可调,恒压、恒流可自动转换,在额定范围内任意设定电流电压,根据工艺要求,输出能够满足金属薄带焊接所需的能量值。
[0058]
压力传感器、控制系统和焦耳热电源的配合,高效、快速的实现了金属薄带层与层之间的焊接结合,角度可调式打印机构安装装置上安装有锤击式打印机构和辊压式打印机构,可以自主设定焊接的致密性,这样有助于按需实现不同致密性的金属薄带三位成形。本
实施例中,锤击式打印机构和辊压式打印机构连通焦耳热电源正极,当锤击式打印机构和辊压式打印机构对可更换基板接触并施加一定压力时形成回路,焦耳热电源输出电流以达到焊接效果,同时该装置不同于其他的增材制造设备所有打印过程均需在真空或氩气环境下进行打印,该设备可以根据材料不同和工艺要求来决定是否需要添加电极气氛保护系统,这极大的节约了成本,同时提高了该装备的适用性,并且所用的独特锤击式打印机构和辊压式打印机构以及焦耳热电源解决了设备热累积问题,也因此减少打印成品的应变力,从而提高了成形质量。
[0059]
本实施例中,运动平台具有极好的抗冲击、振动效果,同时带有当前位置检测、自锁功能,以防止打印过程中因压力造成的z轴掉落,影响打印精度和效果。同时可调式打印机构安装装置上的锤击式打印机构和辊压式打印机构可以实现不同的打印方式的需求,如不同方向的打印方式,同时可以实现或者异种金属材料的结合、物品的表面防护镀膜,表面防护,表面强化,表面装饰等等,也可以实现零件修复等再制造功能。
[0060]
图6是本发明的打印过程闭环控制方法的流程图,具体包括包括如下步骤:
[0061]
1、确定待成形零件的材料,进行系统初始化操作。
[0062]
2、设定成形工艺参数值,按需求选择打印机构和打印方式。考虑金属材料热物性随温度依赖关系的基础上,建立基于压电耦合控制的金属薄带三维成形系统数值计算模型。其内部的传热传质纳维-斯托克斯方程组(navier-stokes equations,n-s)及三维温度场控制方程如下:
[0063]
在用于描述金属流动和热传导的控制方程中,质量守恒方程如下:
[0064][0065]
式中,v为速度矢量。
[0066]
能量守恒方程表达如下:
[0067][0068]
式中,k为导热系数,t为温度,h为热焓。
[0069]
动量守恒方程表达如下:
[0070][0071][0072]
式中,ρ为流体密度,υ为动态粘滞度,p为压力,k为糊状区的阻力系数,c为常数,反映糊状区的相貌,fs为固体分数,b为大于0的数(以防止除数为0),g为重力加速度,因为为微重力环境,所以g为0。
[0073]
三维温度场控制方程:
[0074][0075]
式中:
[0076]
ρ——材料密度;
[0077]
c——材料比热;
[0078]
k——热传导系数;
[0079]
t(x,y,z,t)——温度场分布函数;
[0080]
q(x,y,z,t)——热源强度分布;
[0081]
t——传热时间;
[0082]
其中ρ、c、k参数值都随温度变化。
[0083]
根据以上金属成形传热传质数值分析的基础上,得出金属热塑性区间温度、焦耳热功率、电压和电流幅值及保持时间、送带速度、运动速度、压力大小、压力保持时间、打印头尺寸等对金属成形形貌及质量的影响规律。分析工艺参数对成形件微组织结构形貌、孔隙率、裂纹的影响,对成形件质量和精度的影响规律,研究不同工艺条件下多重搭接区域显微组织、性能及其对构件整体性能的影响规律,根据计算结果得到各项最优的工艺参数。
[0084]
3、具体的工艺参数根据成形材料的属性、控形指标和控性指标要求确定;优化增材制造成形工艺;工艺参数包括焦耳热功率、电压和电流幅值及保持时间、送带速度、运动速度、压力大小、压力保持时间、打印头尺寸。控性指标q2(m1,m2,m3
…
mn
…
):mn表示成形零件各项性能指标;比如力学性能包括强度、硬度、韧性和疲劳。输入变量:焦耳热功率、送带速度,运动速度、压力大小、压力保持时间、打印头尺寸pj(焦耳热功率),i(电流幅值),it(保持时间),u(电压幅值),ut(电压保持时间),vs(送带速度),vm(运动速度),f(压力),ft(压力保持时间),a2(送带角),d(打印头尺寸)。根据成形零件的要求及输入的金属带材尺寸及材料的属性进行仿真计算,得到输入和输出变量之间的量化及最优关系式:q2(m1,m2,m3
……
)=f(pj,i,it,u,ut,vs,vm,f,ft,a2,d)。压电耦合控制的金属薄带三维成形过程包含了电热转换及打印工件及基板中的热传导及和周围环境的热对流热辐射等复杂热交换过程,并且和材料属性密切相关,通过实验的方法研究这些工艺参数对压电耦合控制的金属薄带三维制造过程成形件质量的影响非常困难,需要通过仿真计算和实验相结合的方法来找出规律。
[0085]
4、根据待成形零件的结构要求,对待成形零件进行三维建模及结构拓扑优化得到优化后的模型,再对待成形零件优化后的模型进行分层切片得到打印路径。
[0086]
5、进行系统自检,步骤为先用打印头对带材施加压力,同时检测压力值是否到达设定值,到达后焦耳热电源输出能量对搭接处进行加热,使得带材融化结合,在计算机控制系统检测中这些设定值全部达到需求后结束自检,准备开始打印。
[0087]
6、系统开始打印,将金属薄带通过金属薄带输送机构递送至基板上,打开焦耳热电源开关并开始打印,同时系统不间断性的检测打印过程中各模块的实时状况,若有错误发生即停止打印,解决错误后继续打印;若无错误发生及持续打印。中途如需更换异种带材或不同打印头,即需暂停系统运行,更换后需根据新的工艺需求重新进行工艺设定和系统自检,完成后继续进行打印,进一步递送薄带焊接,逐层累计,最终堆积成形。
[0088]
7、打印完成后,按照各种材料的处理要求,进行消去内应力操作,打印结束,去除工件。
[0089]
本发明压电耦合的成形方式具有原材料成本低,能量利用度高,耗能低,装备体积小,操作方便。其中焦耳热电源做为热源的方式可以实现比常规打印方式的更高效的能量
输出,同时对于不同工艺需求,也可以对热源的输出方式及其余参数进行更改设定,以满足不同材质的金属薄带的打印需求。成形过程无须复杂气氛保护或者真空环境,由于薄带之间形成焊缝,熔化或者塑性的金属从不与大气接触;这意味着该工艺过程不需要无氧等环境,固结过程在压力电极之间,时间短,氧化可以忽略。成形过程中在压力电极之间进行连接,不会生成飞溅蒸汽废渣污染源,无粉末污染,是一种节能环保的快速成形叠层复合制造方法。可调式打印机构安装装置上安装了多种打印机构供打印使用,因此提供了多种打印方式,可根据工艺需求进行自由更换,提高了系统打印效率和对不同打印方式的需求。对性能差别很大的金属,实现异种材料连接,可以实现材料固相连接,可以使用应用范围较广的普通商用金属带材(如钛合金、铝合金、铜合金、钢等),而且可以实现悬殊相差较大的金属带材之间的固结,即功能梯度材料打印,而且对非晶材料的热塑性连接和成形有较大的优势。通过焦耳热电源比如高频脉冲电源获得更快的冷却速度,可以获得更细的微观组织,从而实现更好的力学性能及其他性能。
[0090]
最后应说明的是:以上所述实施例,仅为本发明的具体实施方式,用以说明本发明的技术方案,而非对其限制,本发明的保护范围并不局限于此,尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或可轻易想到变化,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1