一种3D打印混凝土构件的打印及配筋方法与流程
一种3d打印混凝土构件的打印及配筋方法
技术领域
1.本发明属于3d打印梁构件配筋技术领域,特别涉及一种用于3d打印混凝土构件的打印及配筋的方法。
背景技术:
2.3d打印混凝土技术是将混凝土结构建造与数字模型紧密结合的新型建造工艺,3d打印混凝土的工作原理是通过打印机挤出头,按照基于数字模型生成的打印路径,将建筑材料挤出,并将挤出的混凝土堆叠形成的三维结构。将3d打印概念应用到混凝土结构中,有许多传统建造工艺所不具备的优点:结构形式灵活、建造速度快、精细化程度较高、人工需求较少、对环境较为友好等。
3.但是3d打印混凝土结构同样也有着传统混凝土结构建造工艺不存在的问题。传统的现浇方法可以使用完整的钢筋笼配合浇筑混凝土,共同工作,混凝土主要承受压力,当混凝土退出工作后,钢筋还可以继续发挥作用,大幅度提高了钢筋混凝土结构的承载力;此外,由于钢筋是延性材料,屈服时有明显的变形,使得钢筋混凝土结构的延性提高,方便使用。但是由于3d打印混凝土无法配置钢筋笼,因此为了提高3d打印混凝土结构的受力性能,有添加纤维、预设钢缆、改进打印机工艺以及分层铺设筋材等方法,大部分方法无法起到传统钢筋笼那样全面的加强作用。
技术实现要素:
4.基于上述问题,本发明的目的在于提供一种用于3d打印混凝土构件的打印及配筋方法,该方法利用错缝打印的方法对3d打印混凝土结构减轻3d打印各向异性的影响,同时配置了受拉纵筋、架立筋及箍筋一体化的配筋,形成了拼装筋笼,提升3d打印混凝土结构的受力性能。
5.为实现上述目的,本发明提供如下技术方案:一种3d打印混凝土构件的打印及配筋方法,所述打印及配筋方法包括以下步骤:
6.步骤一:配合比的确定:配制适用于3d打印结构的混凝土,充分拌和之后,并测试相关的打印性能,需满足各项性能要求,否则应当调整或重新配制,直至满足要求;
7.步骤二:根据设计要求,确定构件的相关参数,设备的相关参数以及配筋的相关参数;
8.所述构件的相关参数包括长度、宽度以及荷载等;所述设备的相关参数包括挤出头尺寸、挤出量以及挤出速度等;所述配筋的相关参数包括配筋种类、配筋数量、配筋直径、箍筋间距、纵筋弯起位置等;
9.步骤三:打印单层混凝土后铺设筋格,重复打印混凝土层和铺设筋格,直至形成完整的拼装筋笼,最后覆盖混凝土,形成完整的构件。
10.进一步地,所述步骤一中设计的混凝土强度等级≥c20,且≤c50;
11.进一步地,所述步骤一中配制3d打印混凝土宜选用硅酸盐水泥或者普通硅酸盐水
泥,并应符合现行国家标准《通用硅酸盐水泥》gb175的规定。当采用其他品种水泥时,其性能指标应符合国家现行相关标准的规定;
12.进一步地,粗骨料宜选用级配合理、粒型良好,质地坚固的碎石或卵石,最大公称粒径≤10mm,且应根据实际打印设备的挤出头的出口直径r与筋材直径r进行调整,最大公称粒径在三者中取最小值。原因是为了防止湿切的时候出现损伤以及筋材的插入的影响:粒径过大在湿切的时候,可能会出现粗骨料在混凝土中滑移而造成机械损伤,此外,筋材的插入也可能会由于粒径过大的粗骨料而导致箍筋肢插入时出现偏差;
13.优选地,粗骨料的粒径为5~10mm;
14.进一步地,粗骨料的含泥量≤1%;
15.进一步地,细骨料宜选用级配ⅱ区的中砂。包括但不局限于河沙、海砂、机制砂及再生砂;
16.进一步地,所述步骤一中配制3d打印混凝土时配合比无需统一,配制的混凝土只需要满足相关的性能要求即可;
17.进一步地,所述步骤一中的混凝土性能测试要求正式打印前应当进行试配工作,搅拌混凝土时不应出现离析、泌水的现象;
18.进一步地,所述步骤一中的性能要求混凝土的可挤出性:打印时可以观察到连续均匀、无堵塞、无明显的拉裂;
19.进一步地,所述步骤一中的性能要求混凝土的可建造性:打印时形态保持稳定且不倒塌;
20.进一步地,所述步骤一中的性能要求混凝土的坍落度在100~160之间,原因由于使用了纵筋平铺以及箍筋肢插入的工艺,需要较大的流动性,减少筋材的影响,同时可以填充放置筋材的时候造成的缺陷;
21.进一步地,所述步骤一中的性能要求混凝土的凝结时间应满足可打印时间的要求;
22.进一步地,所述步骤二中的构件的相关参数要结合打印设备的尺寸调整后确定;
23.进一步地,所述步骤二中的设备为普通的混凝土打印机即可;
24.进一步地,所述步骤二中的设备的参数包括混凝土挤出头尺寸要根据打印的构件的尺寸共同确定;
25.进一步地,所述步骤二中的设备参数还包括混凝土的挤出量,具体挤出量要根据构件的尺寸共同确定,要求能够达到每一层的高度的同时打印不中断;
26.进一步地,所述步骤二中的一体化筋格如图1所示,配筋的相关参数包括纵筋弯起位置d以及弯起筋的锚固距离d等;
27.进一步地,所述步骤二中的一体化筋格的纵筋的弯起角度θ根据构件尺寸确定,当构件高度h<800mm时,θ=45
°
;当构件高度h≥800mm时,θ=60
°
;
28.纵筋的弯钩角度和长度与《混凝土结构设计规范》保持一致;
29.进一步地,所述步骤二中的箍筋布置如图2所示,箍筋肢长s要根据每一层混凝土的高度确定,箍筋肢插入后,超出下一层纵筋的长度为一层混凝土厚度,同时连接相邻的两层混凝土,但是需要指出,初始层的箍筋不伸出箍筋肢,只将纵筋与架立筋联结即可;
30.进一步地,所述步骤二中使用的筋材包括但不仅限于钢筋、复合筋等;
31.进一步地,所述步骤三中的打印混凝土要求错缝打印,具体操作如图3所示,不能采用改变打印方向的方式打印,尽量保证接缝与荷载方向垂直,防止加载时出现平行于接缝方向的分力;
32.进一步地,所述步骤三的打印路径包括但不局限于图4的打印路径;
33.进一步地,所述步骤三中的打印层数需要根据实际尺寸决定,如图3所示,最上层为打印尺寸,向下层层递增,打印完成湿切后可以回收材料再利用;
34.优选地,湿切的位置可以比构件尺寸要略大,硬化后再对多余的、不平整的部位进行干切,先粗略湿切、干燥硬化后干切能够防止对构件产生初始机械损伤;
35.进一步地,所述步骤三中的铺设筋格要求纵筋尽量避免置于混凝土的接缝中,防止出现混凝土与筋材粘结不足的情况;
36.进一步地,所述步骤三中铺设筋格时,要求箍筋肢向下插入下一层纵筋以下,保证相邻两层的筋格的搭接以及混凝土的连接;
37.进一步地,所述步骤三中重复打印混凝土以及铺设筋格的步骤,直至形成完整的拼装筋笼,覆盖最后一层打印混凝土,养护完成后,将打印构件旋转90
°
后投入正常使用,如图5所示。
38.与现有技术相比,本发明的有益效果是:
39.⑴
错缝打印可以有效减少条间缺陷累积造成更大的缺陷,有利于减小3d打印混凝土各向异性的影响
40.⑵
受拉纵筋和架立筋可以共同承受弯矩,两者中间的联结可以抵抗剪力,同时也可以设置弯起筋以共同抵抗剪力,由于是由多段筋材联结为一体,可以在混凝土的角部同样设置弯起;
41.⑶
受拉纵筋和架立筋联结成一体可以确保筋笼的完整性及相对位置,使3d打印混凝土的配筋作用发挥更充分;同时筋笼能够保证双侧筋都有足够的承载能力,架立筋可以起负筋的作用,防止不确定的荷载造成破坏。
附图说明
42.图1为本发明的筋格示意图;其中d为弯起筋的锚固长度,d≥10r,d为弯起筋的弯起位置;θ为弯起筋的弯起角度;α为钢筋弯钩的角度;a为箍筋的间距。
43.图2为本发明的箍筋简化示意图,s表示箍筋肢长。
44.图3为本发明错缝打印示意图的左视图。
45.图4为本发明的打印路径示意图。
46.图5是打印构件旋转90
°
后投入正常使用的示意图。
47.图6是实施例1的打印路径示意图。
48.图7是实施例1的错缝打印及配筋局部示意图。
49.图8是实施例2的打印路径示意图。
50.图9是实施例2的错缝打印及配筋局部示意图。
51.图10是实施例4的打印路径示意图。
52.图11是实施例4的普通打印及配筋局部示意图。
具体实施方式
53.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。下列实施例中未注明具体条件的实验方法,按照常规方法和条件,或按照商品说明书选择。
54.实施例1
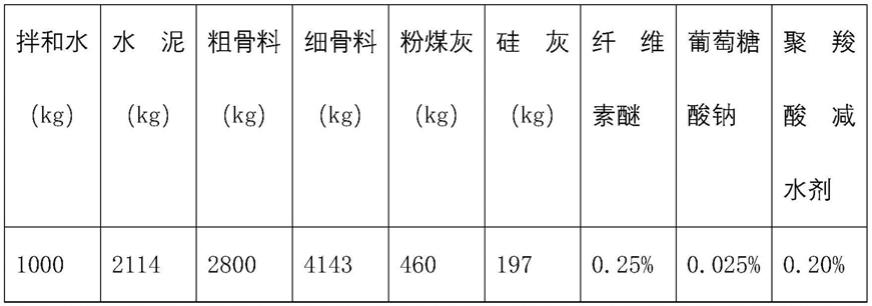
55.按照表1配合比配制混凝土:
56.表1配合比#1
[0057][0058]
说明:其中纤维素醚、葡萄糖酸钠、聚羧酸减水剂的用量以水泥用量为基准计算。
[0059]
按照上述配合比配制混凝土并搅拌,搅拌混凝土时不应出现离析、泌水的现象,搅拌充分后,测得其坍落度为120mm;打印时,观察到混凝土连续均匀、无堵塞、无明显的拉裂,形态保持稳定且不倒塌;
[0060]
构件为梁构件,尺寸为240
×
600
×
2000,挤出单层混凝土的尺寸为30mm
×
100mm,打印8层;
[0061]
配筋按照图1所示筋格配置,相关参数α=45
°
,θ=45
°
,受拉区配有4根直径16mm的hrb400,受压区对称配筋,即as=as’=803.84mm2,箍筋选择直径8mm的hpb300,箍筋间距200mm,箍筋肢长65mm,箍筋共布置四层,为四肢箍,分别在打印的第1、3、5、7层混凝土上插入(第一层无箍筋肢,无需插入);
[0062]
打印路径选择平行打印,错缝打印,如图6、7所示
[0063]
打印构件相关信息如表2所示:
[0064]
表2实施例#1相关参数
[0065][0066]
实施例2
[0067]
按照表3配合比#2配制混凝土:
[0068]
表3配合比#2
[0069][0070]
说明:其中纤维素醚、葡萄糖酸钠、聚羧酸减水剂的用量以水泥用量为基准计算。
[0071]
按照上述配合比配制混凝土并搅拌,搅拌混凝土时不应出现离析、泌水的现象,搅拌充分后,测得其坍落度为120mm;打印时,观察到混凝土连续均匀、无堵塞、无明显的拉裂,形态保持稳定且不倒塌;
[0072]
构件为梁构件,尺寸为240
×
600
×
2000,挤出单层混凝土的尺寸为30mm
×
100mm,打印8层;
[0073]
配筋按照图1所示筋格配置,相关参数α=45
°
,θ=45
°
,受拉区配有4根直径16mm的hrb400,受压区对称配筋,即as=as’=803.84mm2,箍筋选择直径8mm的hpb300,箍筋间距250mm,箍筋肢长185mm,箍筋共布置2层,为双肢箍,分别在打印的第1、7层混凝土上插入(第一层无箍筋肢,无需插入),;
[0074]
打印路径选择连续打印,错缝打印,如图8、9所示
[0075]
打印构件相关信息如表4所示:
[0076]
表4实施例#2相关参数
[0077][0078]
抗弯承载力未出现明显下降,抗剪承载力下降较为明显,主要是配箍率的减少,但是由于所有筋格均可配置弯起钢筋,因此抗剪承载力依然能够正常使用。
[0079]
实施例3对比例
[0080]
按照表5配合比#3配制混凝土:
[0081]
表5配合比#2
[0082][0083]
说明:其中纤维素醚、葡萄糖酸钠、聚羧酸减水剂的用量以水泥用量为基准计算。
[0084]
按照上述配合比配制混凝土并搅拌,搅拌混凝土时出现离析、泌水的现象,搅拌充分后,测得其坍落度为180mm;打印时,观察到混凝土连续、无堵塞,但不均匀,打印上层混凝土时,下层混凝土形态极易变形且发生了倒塌,无法打印,因此需要本发明指出的的打印性能要求配制混凝土。
[0085]
实施例4对比例
[0086]
按照表6配合比配制混凝土:
[0087]
表6配合比#3
[0088][0089][0090]
说明:其中纤维素醚、葡萄糖酸钠、聚羧酸减水剂的用量以水泥用量为基准计算。
[0091]
按照上述配合比配制混凝土并搅拌,搅拌混凝土时不应出现离析、泌水的现象,搅拌充分后,测得其坍落度为120mm;打印时,观察到混凝土连续均匀、无堵塞、无明显的拉裂,形态保持稳定且不倒塌;
[0092]
构件为梁构件,尺寸为240
×
600
×
2000,挤出单层混凝土的尺寸为30mm
×
100mm,打印8层;
[0093]
配筋按照图1所示筋格配置,相关参数α=45
°
,θ=45
°
,受拉区配有4根直径16mm的hrb400,受压区对称配筋,即as=as’=803.84mm2,箍筋选择直径8mm的hpb300,箍筋间距200mm,箍筋肢长65mm,箍筋共布置四层,为四肢箍,分别在打印的第1、3、5、7层混凝土上插入(第一层无箍筋肢,无需插入),;
[0094]
打印路径选择平行打印,不错缝打印,如图10、11所示
[0095]
打印构件相关信息如表7所示:
[0096]
表7实施例4相关参数
[0097][0098]
由于没有错缝打印,抗弯承载力以及抗剪承载力出现了明显的下降,因此错缝打印可以提升3d打印混凝土构件的承载力,按照本发明的错缝打印方法操作能够一定程度提高3d打印混凝土构件的受力性能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1