同步印刷的PCB自动投板自动上料机的制作方法
同步印刷的pcb自动投板自动上料机
技术领域
1.本实用新型属于pcb自动投板技术领域,具体涉及同步印刷的pcb自动投板自动上料机。
背景技术:
2.现今,pcb板的使用在电子设备领域较为常见,pcb板是电子元器件电气相互连接的载体,由于它是采用电子印刷术制作的,在pcb板的生产加工过程中,需要对pcb板进行送料上料处理。
3.目前,专利号为cn201420133051.7的实用新型专利公开了一种用于pcb板的自动上板的上料机,包括机架、升降马达、升降台、控制台、滚珠丝杆,所述升降马达固定在机架一侧上端,升降台与滚珠丝杆相连接,升降马达可驱动升降台沿滚珠丝杆上下滑动,所述升降台上设置有上框,升降台一侧设置有加紧气缸。本实用新型专用于贴片线中pcb板的自动上板,通过与接驳台对接,实现自动上板的作用,提高生产效率可实现全自动化的流水作业;改善人为上板的不确定因素,从而保证生产的安全性;其采用的是通过与接驳台对接,实现自动上板的作用,但该pcb自动投板自动上料机在使用过程中,不便于对pcb板进行多工位同步送料处理。
技术实现要素:
4.(1)要解决的技术问题
5.针对现有技术的不足,本实用新型的目的在于提供同步印刷的pcb自动投板自动上料机,该同步印刷的pcb自动投板自动上料机旨在解决现有技术下不便于对pcb板进行多工位同步送料处理的技术问题。
6.(2)技术方案
7.为了解决上述技术问题,本实用新型提供了这样同步印刷的pcb自动投板自动上料机,该pcb自动投板自动上料机包括底架;所述底架的上端设置有第一安装座,所述第一安装座的内侧设置有第一输送组件,所述底架的外侧设置有第二安装座,所述第二安装座的内侧设置有第二输送组件,所述第二安装座的外侧固定安装有导料板,所述导料板固定安装有多组,所述第二安装座的外侧设置有固定托板,所述固定托板的内侧设置有推料组件,所述推料组件的一端设置有推板。
8.使用本技术方案的同步印刷的pcb自动投板自动上料机时,通过第一输送组件带动pcb板导入至第二输送组件的上端,通过第二输送组件带动pcb板移动至对应的导料板处,通过推料组件对推板进行驱动,通过推板将pcb板从导料板处进行导出至工位,从而实现了便于对pcb板进行多工位同步送料处理。
9.进一步的,所述第一输送组件的内部包括有第一皮带组,所述第一皮带组设置于所述第一安装座的内侧,所述第一安装座的外侧设置有第一电机,所述第一电机的输出端与所述第一皮带组的外侧相互连接,启动第一电机带动第一皮带组转动,第一皮带组带动
pcb板导入至第二输送组件的上端。
10.进一步的,所述第二输送组件的内部包括有第二皮带组,所述第二皮带组设置于所述第二安装座的内侧,所述第二安装座的外侧设置有第二电机,所述第二电机的输出端与所述第二皮带组的外侧相互连接,启动第二电机带动第二皮带组转动,通过第二皮带组带动pcb板移动至对应的导料板处。
11.进一步的,所述推料组件的内部包括有第三电机,所述第三电机设置于所述固定托板的外侧,所述第三电机的输出端设置有螺纹杆,所述螺纹杆与所述固定托板转动连接,启动第三电机带动螺纹杆转动,对螺纹杆进行驱动处理。
12.进一步的,所述推料组件的内部包括有螺纹筒,所述螺纹筒设置于所述螺纹杆的外侧,所述螺纹筒与所述螺纹杆传动连接,所述螺纹筒的一端与所述推板的外侧相互连接,通过螺纹杆与螺纹筒的传动连接带动推板移动。
13.进一步的,所述推料组件的内部包括有限位杆,所述限位杆设置于所述固定托板的外侧,所述限位杆设置有两组,通过限位杆的设置对限位筒进行导向处理。
14.进一步的,所述推料组件的内部包括有限位筒,所述限位筒设置于所述限位杆的外侧,所述限位筒的一端与所述推板的外侧相互连接,所述限位筒与所述限位杆滑动连接,通过限位杆与限位筒的滑动连接对推板进行移动限位处理。
15.(3)有益效果
16.与现有技术相比,本实用新型的有益效果在于:
17.1、本实用新型的同步印刷的pcb自动投板自动上料机利用启动第一电机带动第一皮带组转动,第一皮带组带动pcb板导入至第二输送组件的上端,启动第二电机带动第二皮带组转动,通过第二皮带组带动pcb板移动至对应的导料板处,实现了对pcb板的上料处理;
18.2、本实用新型的同步印刷的pcb自动投板自动上料机利用启动第三电机带动螺纹杆转动,通过螺纹杆与螺纹筒的传动连接带动推板移动,通过限位杆的设置对限位筒进行导向处理,通过限位杆与限位筒的滑动连接对推板进行移动限位处理,通过推板将pcb板从导料板处进行导出至工位,从而实现了便于对pcb板进行多工位同步送料处理。
附图说明
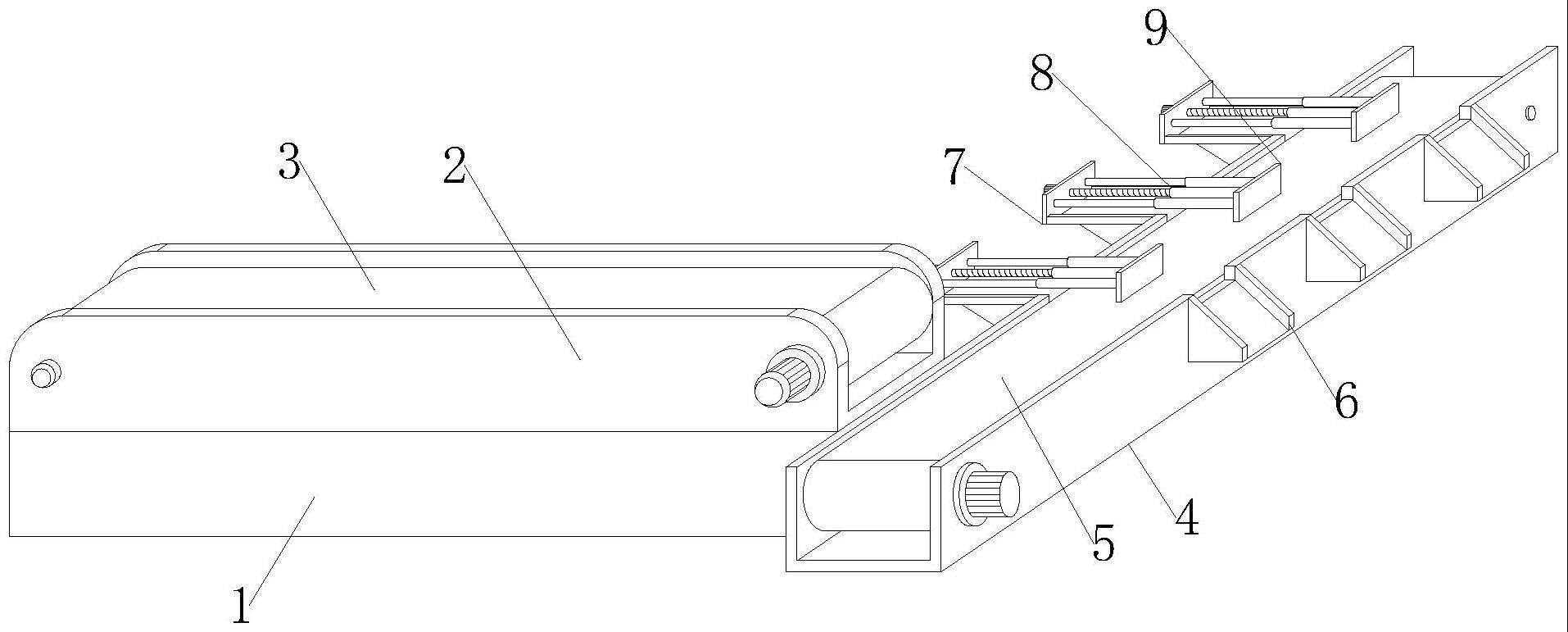
19.图1为本实用新型具体实施方式立体的结构示意图;
20.图2为本实用新型具体实施方式展开的结构示意图;
21.图3为本实用新型具体实施方式剖面立体的结构示意图;
22.图4为本实用新型具体实施方式剖面立体的结构示意图。
23.附图中的标记为:1、底架;2、第一安装座;3、第一输送组件;4、第二安装座;5、第二输送组件;6、导料板;7、固定托板;8、推料组件;9、推板;10、第一皮带组;11、第一电机;12、第二皮带组;13、第二电机;14、第三电机;15、螺纹杆;16、螺纹筒;17、限位杆;18、限位筒。
具体实施方式
24.本具体实施方式是用于同步印刷的pcb自动投板自动上料机,其立体结构示意图如图1所示,其展开结构示意图如图2所示,该pcb自动投板自动上料机包括底架1;所述底架1的上端设置有第一安装座2,所述第一安装座2的内侧设置有第一输送组件3,所述底架1的
外侧设置有第二安装座4,所述第二安装座4的内侧设置有第二输送组件5,所述第二安装座4的外侧固定安装有导料板6,所述导料板6固定安装有多组,所述第二安装座4的外侧设置有固定托板7,所述固定托板7的内侧设置有推料组件8,所述推料组件8的一端设置有推板9。
25.针对本具体实施方式,底架1的形状结构根据实际应用情况进行设定,如底架1可以为矩形结构、弧形结构、多边形结构等。
26.其中,所述第一输送组件3的内部包括有第一皮带组10,所述第一皮带组10设置于所述第一安装座2的内侧,所述第一安装座2的外侧设置有第一电机11,所述第一电机11的输出端与所述第一皮带组10的外侧相互连接,启动第一电机11带动第一皮带组10转动,第一皮带组10带动pcb板导入至第二输送组件5的上端,所述第二输送组件5的内部包括有第二皮带组12,所述第二皮带组12设置于所述第二安装座4的内侧,所述第二安装座4的外侧设置有第二电机13,所述第二电机13的输出端与所述第二皮带组12的外侧相互连接,启动第二电机13带动第二皮带组12转动,通过第二皮带组12带动pcb板移动至对应的导料板6处。
27.本具体实施方式是用于同步印刷的pcb自动投板自动上料机,其剖面立体结构示意图如图3所示,其剖面立体结构示意图如图4所示,所述推料组件8的内部包括有第三电机14,所述第三电机14设置于所述固定托板7的外侧,所述第三电机14的输出端设置有螺纹杆15,所述螺纹杆15与所述固定托板7转动连接,启动第三电机14带动螺纹杆15转动,对螺纹杆15进行驱动处理,所述推料组件8的内部包括有螺纹筒16,所述螺纹筒16设置于所述螺纹杆15的外侧,所述螺纹筒16与所述螺纹杆15传动连接,所述螺纹筒16的一端与所述推板9的外侧相互连接,通过螺纹杆15与螺纹筒16的传动连接带动推板9移动。
28.同时,所述推料组件8的内部包括有限位杆17,所述限位杆17设置于所述固定托板7的外侧,所述限位杆17设置有两组,通过限位杆17的设置对限位筒18进行导向处理,所述推料组件8的内部包括有限位筒18,所述限位筒18设置于所述限位杆17的外侧,所述限位筒18的一端与所述推板9的外侧相互连接,所述限位筒18与所述限位杆17滑动连接,通过限位杆17与限位筒18的滑动连接对推板9进行移动限位处理。
29.使用本技术方案的同步印刷的pcb自动投板自动上料机时,启动第一电机11带动第一皮带组10转动,第一皮带组10带动pcb板导入至第二输送组件5的上端,启动第二电机13带动第二皮带组12转动,通过第二皮带组12带动pcb板移动至对应的导料板6处,启动第三电机14带动螺纹杆15转动,通过螺纹杆15与螺纹筒16的传动连接带动推板9移动,通过限位杆17的设置对限位筒18进行导向处理,通过限位杆17与限位筒18的滑动连接对推板9进行移动限位处理,通过推板9将pcb板从导料板6处进行导出至工位,从而实现了便于对pcb板进行多工位同步送料处理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1