一种竹条弯曲加工设备及其加工方法与流程
1.本发明涉及竹加工机械领域,具体涉及一种竹条弯曲加工设备及其加工方法。
背景技术:
2.竹制品加工过程中经常需要用到弯曲状态的竹条,因此需要对原本竖直状态的竹条进行弯曲加工,现在市场上的竹条弯曲加工一般分为以下几种方式;1、人工弯曲,即采用双人合作模式,其中一个工人对竹条部分进行加热,另一个工人对竹条部分进行弯曲幅度控制,在弯曲的曲度达到后认为擦拭冷水进行定性,从而得到弯曲竹条;该方式全程采用人工,需要熟练配合,否则容易出现弯曲度不合格和灼烧过渡局部碳化的问题;2、将竹条放入蒸汽箱内进行热蒸汽熏蒸回潮,再放入到弯曲压制杀号上,进行冲压弯曲,利用高压电流产生的高温将弯曲状态的木材固化,根据竹条的规格需要保持压合状态10分钟-1小时;该方式等待时间过长,加工效率较低,适用于难加工的竹条使用;3、将竹条放入蒸汽箱内进行热蒸汽熏蒸回潮后,再放入到弯曲杀号中,通过两侧杀号的折弯实现竹条的弯曲,随后需要通过人工操作锁链两端的锁钩将弯曲后的竹条进行限位锁定,再统一进行干燥后,即可得到;该方式相对于上一种,可免除加工等待的时间,但是每弯曲加工一个竹条都需要使用锁链进行拉紧限位,相对来说过于繁琐。
技术实现要素:
3.本发明的目的在于提供一种竹条弯曲加工设备及其加工方法,解决以上技术问题。
4.本发明的目的可以通过以下技术方案实现:一种竹条弯曲加工设备,包括立板,所述立板上可拆卸安装有曲模,所述曲模下方设有工作台,所述工作台包括:液压伸缩杆,所述液压伸缩杆设置有两个,且对称分布于两侧;台架,所述液压伸缩杆一端铰接在台架上,另一端与摆动台的中部铰接;摆动台,所述摆动台设置有两个,且两所述摆动台相靠近的一侧均铰接在所述台架上,所述摆动台上放置有限位带,所述限位带的两端固定设置有l型的限位板;中部承托组件,所述中部承托组件用于支撑待加工的竹条中部区域;锁链,所述曲模上方设置有供应机构,所述供应机构用于供应锁链,以锁定弯曲成型后的竹条。
5.通过上述技术方案,利用供应机构从上方供应锁链,方便锁链的取用,同时配合后续的安装机构进行锁链的自动拉紧,提高工作效率。
6.作为进一步的技术方案,所述供应机构包括:出口槽,所述出口槽开设在所述立板上,并位于所述曲模的上方;供应箱,所述供应箱设置在所述立板背向所述曲模的一侧,所述供应箱的底部设
置有出料口,所述出料口的高度高于所述出口槽的槽顶面;横梁,所述横梁贯穿设置在所述立板上,并延伸至所述出料口下方,所述横梁顶面与所述出口槽的底面平齐,用于承载从所述出料口落下的锁链;电动推杆,所述电动推杆通过支架固定安装在所述立板上,所述电动推杆的伸缩端可拆卸固定有推板,通过所述电动推杆对出料口落下的锁链进行推移。
7.通过上述技术方案,提供了一种供应机构的具体结构,以实现锁链按顺序自动供应的目的。
8.作为进一步的技术方案,所述中部承托组件包括:液压顶推杆,所述液压顶推杆位于两所述摆动台之间的正中位置,且所述液压顶推杆的底部固定在所述台架上;承托板,所述液压顶推杆的顶部可拆卸固定有承托板。
9.通过上述技术方案,提供一种中部承托的具体结构,从而在弯曲竹条进行中部支撑,预防竹条中部缺少支点而向外凸起,因此无法与曲模完全贴合导致的弯曲加工失败,提高弯曲加工的成功率。
10.作为进一步的技术方案,所述锁链下方设置有安装机构,所述安装机构用于将锁链两侧的挂钩安装在两个所述限位板上。
11.作为进一步的技术方案,所述安装机构包括:安装筒,所述安装筒通过支架转动安装在所述立板上;压爪,所述安装筒的两端通过扭簧铰接有压爪,所述压爪的一端超出所述安装筒;限位部,所述安装筒与所述压爪相对的位置上还固定设置有匹配压爪的限位部;触发组件,所述触发组件用于触发所述压爪沿铰接点摆动,以实现所述压爪相对所述限位部张开;驱动件,所述驱动件安装在所述立板上,且与所述安装筒传动连接。
12.通过上述技术方案,提供一种安装机构的具体机构,实现将上方供应机构供应的锁链夹持后,再送入到完全弯曲后的两限位板上,实现两限位板之间的拉紧工作。
13.作为进一步的技术方案,所述压爪的整体长度大于所述限位部的整体长度,所述触发组件包括:推块,所述推块设置有两组,且两两一组,所述推块设置在所述压爪的转动路径上,且所述推块固定设置在所述立板上,并在所述压爪移动到上方或下方位置时,与所述推块接触,并在推块的作用下被动摆动。
14.通过上述技术方案,提供一种触发组件的具体结构,实现触发压爪松开夹持的锁链,让锁链掉落并将两端的挂钩钩在限位板上。
15.作为进一步的技术方案,所述安装筒的筒体分为两段,两段所述筒体之间通过长度调节组件连接,其中位于右侧的所述筒体的端部与所述驱动件传动连接,并作为定筒体,另外一个作为动筒体;所述长度调节组件用于调节所述筒体的长度。
16.作为进一步的技术方案,所述长度调节组件包括:丝杆,所述丝杆一端转动安装在所述定筒体背离所述驱动件的一端,另一端与所述动筒体上开设有的螺旋通槽相配合;光杆,所述光杆一端固定在所述定筒体背离所述驱动件的一端,另一端贯穿所述
动筒体;马达,所述马达固定安装在所述定筒体的端部上,并与所述丝杆传动连接。
17.通过上述技术方案,提供一种具体的长度调节组件的具体结构,从而能够根据锁链两侧挂钩对限位板的拉紧度进行实时调节,也便于初始状态下安装筒与所述锁链的配合。
18.一种竹条弯曲加工方法,该方法步骤如下:s1:将待加工的竹条放入到蒸箱内进行蒸汽熏蒸,得到潮湿的竹条;s2:预先将限位带和两端的限位块放置在两个摆动台上,再依次将潮湿的竹条放置在摆动台上;s3:选择对应曲度的曲模挂在立板上,通过中部承托组件中的液压液压顶推杆带动承托板对竹条中部进行顶推,再启动液压伸缩杆推动两个摆动台同步向中部摆动,直至将竹条与曲模外表面完全贴合;s4:通过供应机构供给锁链,再通过安装机构将锁链两端的挂钩放置在两个限位板上,液压伸缩杆收缩并带动两个摆动台背离摆动复位,取下曲模后,保持竹条的约束状态,并将约束状态下的竹条统一送入烘干装置烘干,烘干后即可得到弯曲竹条。
19.本发明的有益效果:本发明利用中部的承托板在竹条弯曲过程中的中部提供支点,使竹条难以脱离曲模表面,造成局部凸起,影响整体弯曲曲度的情况发生;在竹条完全弯曲后,曲模上方的供应机构工作,及时将用于拉紧限位板的锁链推出,从而对两个限位板进行拉紧,防止因竹条松脱后大幅回弹,导致的弯曲曲度不合格的问题发生;整体上提高了竹条弯曲的加工效率和弯曲曲度的精确度;本发明通过供应机构和安装机构的联动配合,使锁链的拉紧安装更加顺畅,一方面可以有效实现竹条弯曲后锁链的自动拉紧动作,继而达到快速锁定竹条弯曲姿态的目的,提高竹条弯曲加工的效率;另一方面可以避免反复的拾取锁链,再进行安装拉紧的动作过程,可有效降低工作人员的劳动强度;本发明通过长度调节组件和两个压爪内侧弧度的不同设置相配合,让锁链其中一端先落下,再利用长度调节组件拉动锁链另一端,形成对掉落一端的牵引力,使得掉落一端的挂钩挂在限位板的挂孔上,再放下锁链的另一端的挂钩,形成对竹条的拉紧姿态;通过将锁链两端先后落在两个限位板上,在锁链长度一定的情况下,该方式相较于让锁链两端正好落在两个限位板上而言,其难度相对较小,成功率也相对较高。
附图说明
20.下面结合附图对本发明作进一步的说明。
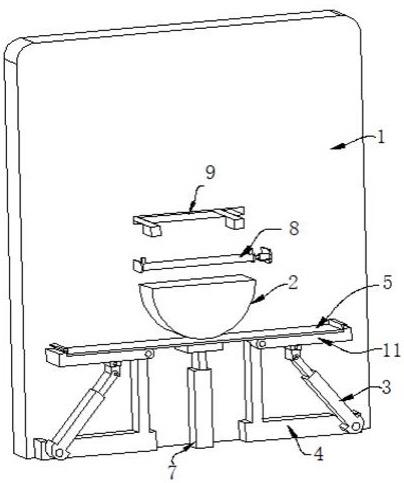
21.图1为本发明的整体三维结构示意图;图2为本发明的正视图;图3为本发明侧视的局部结构示意图;图4为本发明中安装机构的三维结构示意图;图5为本发明中锁链的示意图;图6为本发明中压爪和推块的位置示意图。
22.附图说明:1、立板;2、曲模;3、液压伸缩杆;4、台架;5、限位带;6、限位板;7、中部承托组件;71、液压顶推杆;72、承托板;8、安装机构;81、安装筒;811、定筒体;812、动筒体;813、丝杆;814、光杆;815、马达;82、压爪;83、限位部;84、驱动件;85、推块;9、供应机构;91、出口槽;92、供应箱;93、横梁;94、电动推杆;95、推板;10、锁链;11、摆动台。
实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
24.请参阅图1-6所示,本发明为一种竹条弯曲加工设备,包括立板1,所述立板1上可拆卸安装有曲模2,所述曲模2下方设有工作台,所述工作台包括:液压伸缩杆3,所述液压伸缩杆3设置有两个,且对称分布于两侧;台架4,所述液压伸缩杆3一端铰接在台架4上,另一端与摆动台11的中部铰接;摆动台11,所述摆动台11设置有两个,且两所述摆动台11相靠近的一侧均铰接在所述台架4上,所述摆动台11上放置有限位带5,所述限位带5的两端固定设置有l型的限位板6;中部承托组件7,所述中部承托组件7用于支撑待加工的竹条中部区域;锁链10,所述曲模2上方设置有供应机构9,所述供应机构9用于供应锁链10,以锁定弯曲成型后的竹条。
25.所述中部承托组件7包括:液压顶推杆71,所述液压顶推杆71位于两所述摆动台11之间的正中位置,且所述液压顶推杆71的底部固定在所述台架4上;承托板72,所述液压顶推杆71的顶部可拆卸固定有承托板72。
26.本实施例中,先将限位带5放置在两个摆动台11上,且限位带5的中部与所述承托板72对应,再将潮湿的竹条放置在限位带5上,限位带5两侧的限位板6可对竹条的两侧进行限位,先启动液压顶推杆71,推动承托板72上移,将竹条中部夹紧在曲模2和承托板72之间,再启动液压伸缩杆3,液压伸缩杆3推动摆动台11沿铰接点进行摆动,使竹条在两个摆动台11的同步摆动挤压下强行与曲模2的外侧贴合,直至将竹条完全与曲模2外壁贴紧为止;一方面,可利用中部的承托板72在竹条弯曲过程中的中部提供支点,使竹条难以脱离曲模2表面,造成局部凸起,影响整体弯曲曲度的情况发生;另一方面,当竹条完全弯曲后,曲模2上方的供应机构9工作,及时将用于拉紧限位板6的锁链10推出,从而对两个限位板6进行拉紧,防止因竹条松脱后大幅回弹,导致的弯曲曲度不合格的问题发生;整体上提高了竹条弯曲的加工效率和弯曲曲度的精确度。
实施例
27.所述供应机构9包括:出口槽91,所述出口槽91开设在所述立板1上,并位于所述曲模2的上方;供应箱92,所述供应箱92设置在所述立板1背向所述曲模2的一侧,所述供应箱92
的底部设置有出料口,所述出料口的高度高于所述出口槽91的槽顶面;横梁93,所述横梁93贯穿设置在所述立板1上,并延伸至所述出料口下方,所述横梁93顶面与所述出口槽91的底面平齐,用于承载从所述出料口落下的锁链10;电动推杆94,所述电动推杆94通过支架固定安装在所述立板1上,所述电动推杆94的伸缩端可拆卸固定有推板95,通过所述电动推杆94对出料口落下的锁链10进行推移。
28.所述锁链10下方设置有安装机构8,所述安装机构8用于将锁链10两侧的挂钩安装在两个所述限位板6上;所述安装机构8包括:安装筒81,所述安装筒81通过支架转动安装在所述立板1上;压爪82,所述安装筒81的两端通过扭簧铰接有压爪82,所述压爪82的一端超出所述安装筒81;限位部83,所述安装筒81与所述压爪82相对的位置上还固定设置有匹配压爪82的限位部83;触发组件,所述触发组件用于触发所述压爪82沿铰接点摆动,以实现所述压爪82相对所述限位部83张开;驱动件84,所述驱动件84安装在所述立板1上,且与所述安装筒81传动连接。
29.本实施例中,提供了具体的供应机构9,在使用时,供应箱92内存储有锁链10,锁链10在自重作用下从出料口流出,并到达横梁93上,随后电动推杆94向外伸长,从而带动推板95在横梁93上滑动,于是推动横梁93上搭着的锁链10,横梁93可设置有两个,共同展开支撑锁链10,直至锁链10推出出口槽91,并脱离横梁93,由于底部安装机构8的设置,安装机构8中的安装筒81两侧的压爪82朝向正上方和正下方时,均会在触发组件的作用下自动打开,从而形成压爪82和限位部83之间张开的姿态,以实现在正上方承接落下的锁链10,在正下方放下锁链10的目的,其中安装筒81和压爪82的旋转动作由驱动件84进行驱动,驱动件84可以是伺服电机,且驱动件84驱动安装筒81进行正反旋转;当锁链10从安装机构8脱离后,正好落在两个限位板6上,配合两个摆动台11摆动返回的动作,竹条欲反向回弹张开的作用力正好将锁链10两侧的挂钩张紧在限位板6上;通过上述供应机构9和安装机构8的联动配合,使锁链10的拉紧安装更加顺畅,一方面可以有效实现竹条弯曲后锁链10的自动拉紧动作,继而达到快速锁定竹条弯曲姿态的目的,提高竹条弯曲加工的效率;另一方面可以避免反复的拾取锁链10,再进行安装拉紧的动作过程,可有效降低工作人员的劳动强度。
30.所述压爪82的整体长度大于所述限位部83的整体长度,所述触发组件包括:推块85,所述推块85设置有两组,且两两一组,所述推块85设置在所述压爪82的转动路径上,且所述推块85固定设置在所述立板1上,并在所述压爪82移动到上方或下方位置时,与所述推块85接触,并在推块85的作用下被动摆动。
31.本实施例中,将压爪82的长度进行限定,让压爪82超出限位部83,因此在随安装筒81进行旋转动作时,限位部83无法与推块85接触,只会与压爪82接触,既让推块85无法影响限位部83和安装筒81的正常运转,又使压爪82在遇到推块85时被动沿铰接点摆动,形成张开的姿态,实现向上承接、向下释放的作用;且通过推块85的位置限定,让压爪82只在正上方和正下方时才进行承接、释放的动作,可减小承接和释放的误差,有效保证了向上承接和向下释放时的对接准确性。
实施例
32.所述安装筒81的筒体分为两段,两段所述筒体之间通过长度调节组件连接,其中位于右侧的所述筒体的端部与所述驱动件84传动连接,并作为定筒体811,另外一个作为动筒体812;所述长度调节组件用于调节所述筒体的长度;所述长度调节组件包括:丝杆813,所述丝杆813一端转动安装在所述定筒体811背离所述驱动件84的一端,另一端与所述动筒体812上开设有的螺旋通槽相配合;光杆814,所述光杆814一端固定在所述定筒体811背离所述驱动件84的一端,另一端贯穿所述动筒体812;马达815,所述马达815固定安装在所述定筒体811的端部上,并与所述丝杆813传动连接。
33.本实施例中,通过将安装筒81设置成组合形式,在需要时,可实现安装筒81整体长度的适应性变化;例如,由于锁链10的两端带有挂钩,在使用时,通过将两压爪82的内部弧度设置成不同的形状,其中定筒体811上的压爪82弧度较动筒体812上的弧度小,因此在同样遇到推块85时,弧度较大的压爪82稍微偏转一下,就可张开出足够锁链10掉落的开口,而另一端由于弧度较小,因此开口较小无法掉落,从而锁链10的一端先行掉落到限位板6上,再通过长度调节组件工作,马达815驱动丝杆813传动,使动筒体812相对远离定筒体811,从而形成对掉落一端的锁链10和挂钩以牵引力,使得挂钩挂在限位板6上,随后安装筒81再继续偏转,可让弧度较小的压爪82也张开出足够大的开口,使锁链10的另一端也掉落到对应的限位板6上,并在竹条的预回弹作用下挂紧;需要说明的是,压爪82端部设置成弧形结构,且压爪82通过扭簧安装,因此在压爪82与推块85接触时,可强行越过推块85;本发明通过长度调节组件和两个压爪82内侧弧度的不同设置相配合,让锁链10其中一端先落下,再利用长度调节组件拉动锁链10另一端,形成对掉落一端的牵引力,使得掉落一端的挂钩挂在限位板6的挂孔上,再放下锁链10的另一端的挂钩,形成对竹条的拉紧姿态;通过将锁链10两端先后落在两个限位板6上,在锁链10长度一定的情况下,该方式相较于让锁链10两端正好落在两个限位板6上而言,其难度相对较小,成功率也相对较高。
34.一种竹条弯曲加工方法,该方法步骤如下:s1:将待加工的竹条放入到蒸箱内进行蒸汽熏蒸,得到潮湿的竹条;s2:预先将限位带5和两端的限位块放置在两个摆动台11上,再依次将潮湿的竹条放置在摆动台11上;s3:选择对应曲度的曲模2挂在立板1上,通过中部承托组件7中的液压液压顶推杆71带动承托板72对竹条中部进行顶推,再启动液压伸缩杆3推动两个摆动台11同步向中部摆动,直至将竹条与曲模2外表面完全贴合;s4:通过供应机构9供给锁链10,再通过安装机构8将锁链10两端的挂钩放置在两个限位板6上,液压伸缩杆3收缩并带动两个摆动台11背离摆动复位,取下曲模2后,保持竹条的约束状态,并将约束状态下的竹条统一送入烘干装置烘干,烘干后即可得到弯曲竹条。
35.本发明的工作原理:先将限位带5放置在两个摆动台11上,且限位带5的中部与所述承托板72对应,再将潮湿的竹条放置在限位带5上,限位带5两侧的限位板6可对竹条的两侧进行限位,先启动
液压顶推杆71,推动承托板72上移,将竹条中部夹紧在曲模2和承托板72之间,再启动液压伸缩杆3,液压伸缩杆3推动摆动台11沿铰接点进行摆动,使竹条在两个摆动台11的同步摆动挤压下强行与曲模2的外侧贴合,直至将竹条完全与曲模2外壁贴紧为止;在使用时,供应箱92内存储有锁链10,锁链10在自重作用下从出料口流出,并到达横梁93上,随后电动推杆94向外伸长,从而带动推板95在横梁93上滑动,于是推动横梁93上搭着的锁链10,横梁93可设置有两个,共同展开支撑锁链10,直至锁链10推出出口槽91,并脱离横梁93,由于底部安装机构8的设置,安装机构8中的安装筒81两侧的压爪82朝向正上方和正下方时,均会在触发组件的作用下自动打开,从而形成压爪82和限位部83之间张开的姿态,以实现在正上方承接落下的锁链10,在正下方放下锁链10的目的,其中安装筒81和压爪82的旋转动作由驱动件84进行驱动,驱动件84可以是伺服电机,且驱动件84驱动安装筒81进行正反旋转;当锁链10从安装机构8脱离后,正好落在两个限位板6上,配合两个摆动台11摆动返回的动作,竹条欲反向回弹张开的作用力正好将锁链10两侧的挂钩张紧在限位板6上;同时,将压爪82的长度进行限定,让压爪82超出限位部83,因此在随安装筒81进行旋转动作时,限位部83无法与推块85接触,只会与压爪82接触,既让推块85无法影响限位部83和安装筒81的正常运转,又使压爪82在遇到推块85时被动沿铰接点摆动,形成张开的姿态,实现向上承接、向下释放的作用;且通过推块85的位置限定,让压爪82只在正上方和正下方时才进行承接、释放的动作,可减小承接和释放的误差,有效保证了向上承接和向下释放时的对接准确性。
36.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1