一种烟草滤棒加工装置的制作方法
1.本发明涉及香烟制造技术领域,具体是涉及一种烟草滤棒加工装置。
背景技术:
2.香烟,是烟草制品的一种。制法是把烟草烤干后切丝,然后以纸卷成长约120mm,直径10mm的圆桶形条状。吸食时把其中一端点燃,然后在另一端用嘴吸咄产生的烟雾。香烟最初在土耳其一带流行,当地的人喜欢把烟丝以报纸卷起来吸食。在克里米亚战争中,英国士兵从当时的奥斯曼帝国士兵中学会了吸食方法,之后传播到不同地方。16世纪中叶烟草传入中国。开始传入的是晒晾烟,距今已有400多年的种植历史。
3.接装是卷烟制造的重要步骤,现有技术中卷烟制造的接装过程大致分为以下四个阶段:
4.1.汇合阶段:由于两个烟条段之间的距离=双倍长滤嘴段的长度+4mm,因此双倍长滤嘴段和两个烟条段可以顺利地先后进入汇合鼓轮的同一承烟槽中。
5.2.定位阶段:定位鼓轮的浮圈使两个烟条段轴向向鼓轮系的中心线移动2mm,使烟条段和双倍长滤嘴段之间没有间隙。
6.3.搓接阶段:涂抹胶水的接装纸将双倍长滤嘴段和两个烟条段包裹在一起,形成双倍长滤嘴烟支。
7.4.切割阶段:位于鼓轮系中心线的圆刀将双倍长滤嘴烟支切割成两支滤嘴烟支成品。
8.现有的我国公开号为cn105533798a的中国专利公开了一种双倍长滤嘴段的剔除装置以及卷接机,其专利还具有以下缺陷:
9.滤嘴因滤棒质量不佳或滤棒供给系统积累胶垢时,滤嘴的其中一端会以其轴向伸出并以此偏离正确的位置,上述专利为了防止偏离正确位置的滤嘴与两个烟条段在汇合时发生干涉,而采用刮板将不处于正确位置的滤嘴提前刮落,虽然有效防止了滤嘴与烟条段在汇合时发生干涉,但是也因此增加了后续处理偏离正确位置的滤嘴的麻烦,并且刮落的滤嘴落点位置不确定,因此会对后续滤嘴和烟条段的定位阶段、搓接阶段以及切割阶段造成影响,所以针对上述的问题有必要提供一种烟草滤棒加工装置来解决。
技术实现要素:
10.基于此,有必要针对现有技术问题,提供一种烟草滤棒加工装置。
11.为解决现有技术问题,本发明采用的技术方案为:一种烟草滤棒加工装置,包括两个共轴线且均用于旋转运输烟条段的分离鼓轮,每个分离鼓轮上均设有若干个沿其圆周方向均匀分布的承烟槽,还包括设于两个分离鼓轮之间且与沿水平方向与两个分离鼓轮相间隔的汇合鼓轮,汇合鼓轮上设有若干个沿其圆周方向均匀分布的承滤嘴槽,每个承滤嘴槽内均开设有若干个用于吸附滤嘴的吸孔,汇合鼓轮与分离鼓轮相向旋转,以此使得每个承滤嘴槽和对应的两个承烟槽能够在汇合鼓轮与两个分离鼓轮相距最近的点处于同一轴线
上,且汇合鼓轮与两个分离鼓轮相距最近的点为滤嘴和两个烟条段的汇合点,汇合鼓轮的斜上方设有滤嘴校位机构,滤嘴校位机构包括与滤嘴两端相对应的侧挡部和与滤嘴周面相对应的正挡部,侧挡部用于每个滤嘴在旋转至汇合点的过程中通过抵触滤嘴的两端,使得滤嘴沿其轴向左右偏移,最终校正至能够与两个烟条段汇合的正确位置,正挡部用于滤嘴通过侧挡部时防止滤嘴脱离对应的承滤嘴槽,汇合鼓轮的一端设有用于调节经过侧挡部时部分承滤嘴槽内负压吸力大小的配气机构。
12.进一步的,侧挡部为两个分别设于汇合鼓轮两端的侧挡板,每个侧挡板均靠近汇合鼓轮的外缘,每个侧挡板均包括直面弧形板和弯曲弧形板,直面弧形板的下端靠近汇合点,弯曲弧形板成型于直面弧形板的上端,且整条弯曲弧形板从下端至上端朝远离汇合鼓轮的方向逐渐扩大弯曲,使得整个侧挡部的入口呈扩口状,出口呈逐渐内缩的直面状,两个直面弧形板的水平间距与滤嘴的轴向长度一致,其中,每个弯曲弧形板的上端均通过固连件进行固定连接。
13.进一步的,正挡部为一个能够与汇合鼓轮周面相贴合的条状弧形板,条形弧形板固定设于两个侧挡板之间且条形弧形板与汇合鼓轮的周面沿汇合鼓轮的径向相间隔。
14.进一步的,每个承滤嘴槽内的吸孔数量为三个,汇合鼓轮一端的侧壁的外缘处开设有环形沉槽,每个吸孔均通过一个气道与环形沉槽相连通,以此使得环形沉槽与每个承滤嘴槽相对应的区域内均具有三个沿汇合鼓轮的径向依次分布的通孔,并且环形沉槽内的所有通孔形成三圈呈扩散状的通孔组,配气机构包括固定设于汇合鼓轮一端的配气盘、两个条形密封板和三个气嘴,配气盘呈宝塔状且将环形沉槽覆盖,配气盘包括三个共轴线且直径逐渐增大的环形仓,每个环形仓的一端均为开口结构,另一端均为封闭结构,每个环形仓的开口端均紧贴于环形沉槽的槽底,且三圈通孔组内的通孔分别通向三个环形仓,三个气嘴分别成型于三个环形仓的周壁上,两个条形密封板分别与最内层和最外层的环形仓的开口端固连,两个条形密封板均用于将旋转至侧挡部且正对最内层环形仓和最外层环形仓的部分通孔覆盖。
15.进一步的,汇合鼓轮的两端均同轴固连有一个转轴,靠近配气盘的转轴上同轴套设有一个位于最内层环形仓中心处的轴承,最内层的环形仓上同轴固连有套设于轴承外圈上的环套,环套上套设有呈固定状态的固定套,固定套上成型有若干个沿其圆周方向均匀分布的凸台,每个凸台内均旋设有用于将环套抵紧的紧固螺栓。
16.进一步的,最外层的环形仓的外壁上同轴成型有一圈与汇合鼓轮一端相贴合的密封凸环,密封凸环与汇合鼓轮相贴合处设有一圈一号橡胶环。
17.进一步的,每个环形仓的开口端的端部上均设有一圈与环形沉槽的槽底紧密贴合的二号橡胶环。
18.进一步的,每个固连件均包括l形固定板、调节螺栓和紧固螺母,每个弯曲弧形板的上端均成型有一个水平板,每个水平板均与l形固定板的水平部的底部平行且相贴合,l形固定板的竖直部呈固定状态,l形固定板上开设有一个长度方向与汇合鼓轮的轴向相平行的条形通槽,调节螺栓的轴向垂直于l形固定板的水平部,并且调节螺栓的螺纹杆部向下依次穿过条形通槽和水平板,紧固螺母旋设于调节螺栓的螺纹杆部上,并且紧固螺母将水平板向上抵紧。
19.本发明与现有技术相比具有的有益效果是:
20.其一,本装置通过滤嘴校位机构使得滤嘴在旋转运输至汇合点的过程中进行自动校位,免去了上述专利中需要处理刮落滤嘴的麻烦,节省了不必要的工作流程;
21.其二,滤嘴通过与两个侧挡板相抵触的方式进行自动校位,此方法所需的结构简单,节约了生产的成本,并且整个滤嘴的校位过程不会对其他工序造成影响,进一步的提高了生产效率;
22.其三,为了配合滤嘴经过侧挡部时发生的轴向位移,那么旋转至侧挡部的部分承滤嘴槽内的负压吸力需要减小,若经过侧挡部的承滤嘴槽内的负压吸力不变,那么滤嘴会被对应的若干个吸孔紧紧吸住,使得滤嘴的两端与侧挡部在抵触时不能够自行进行轴向位移,甚至发生滤嘴被折弯的情况出现,因此通过本装置的配气机构来调节经过侧挡部时部分承滤嘴槽内负压吸力大小。
附图说明
23.图1是滤嘴烟支的接装过程的平面示意图;
24.图2是滤嘴烟支的接装过程的俯视图;
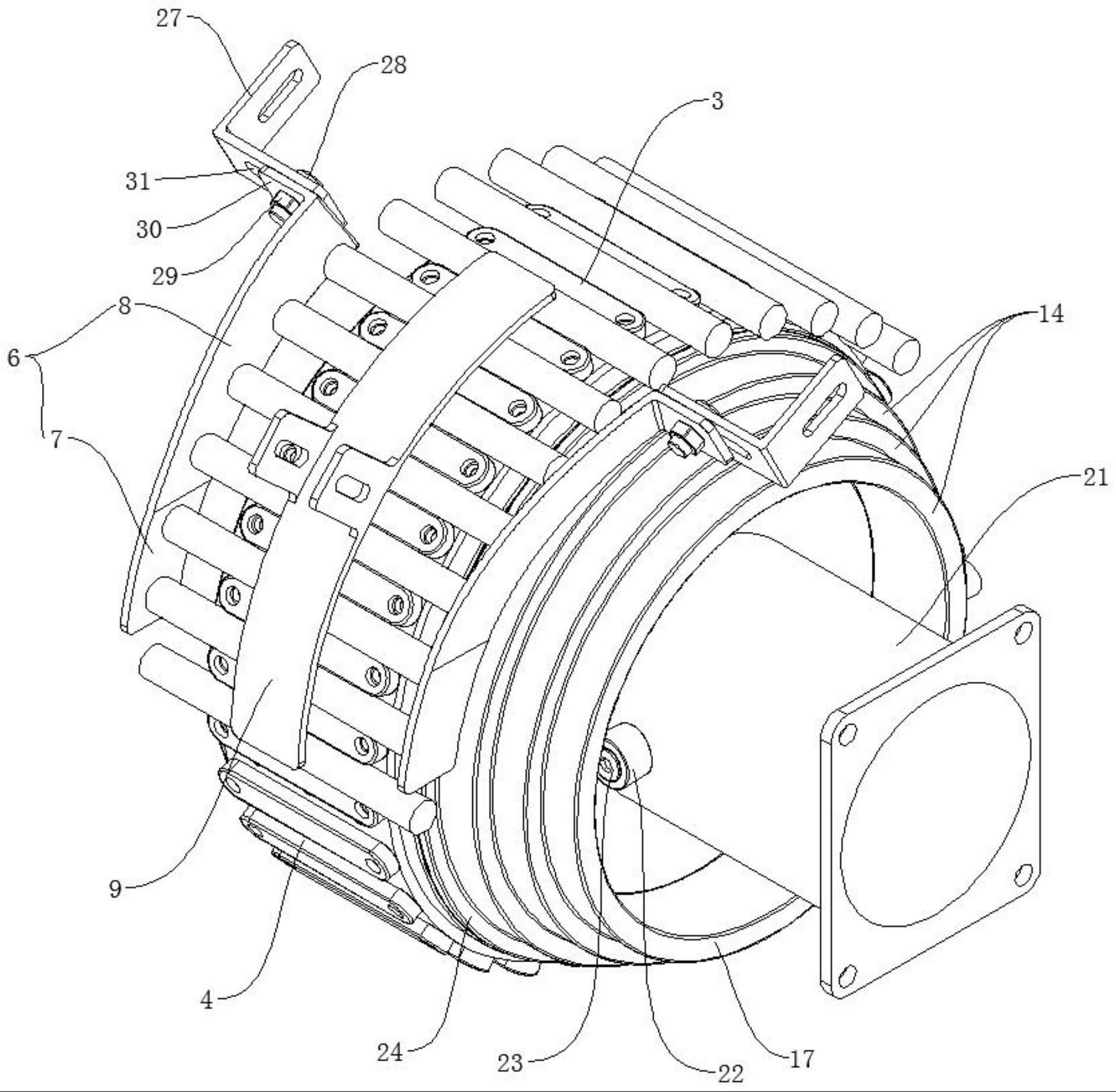
25.图3是实施例的立体结构示意图;
26.图4是实施例的左视图;
27.图5是图4沿a-a线的剖视图;
28.图6是图5中a1所指的局部放大示意图;
29.图7是图5中a2所指的局部放大示意图;
30.图8是图4沿b-b线的剖视图;
31.图9是图8中a3所指的局部放大示意图;
32.图10是实施例的配气盘与汇合鼓轮的立体结构分解图;
33.图11是实施例的配气盘的立体结构示意图。
34.图中标号为:1、分离鼓轮;2、承烟槽;3、汇合鼓轮;4、承滤嘴槽;5、吸孔;6、侧挡板;7、直面弧形板;8、弯曲弧形板;9、条状弧形板;10、环形沉槽;11、气道;12、通孔;13、通孔组;14、配气盘;15、条形密封板;16、气嘴;17、环形仓;18、转轴;19、轴承;20、环套;21、固定套;22、凸台;23、紧固螺栓;24、密封凸环;25、一号橡胶环;26、二号橡胶环;27、l形固定板;28、调节螺栓;29、紧固螺母;30、水平板;31、条形通槽;32、加速鼓轮。
具体实施方式
35.为能进一步了解本发明的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本发明作进一步详细描述。
36.参考图1至图11所示的一种烟草滤棒加工装置,包括两个共轴线且均用于旋转运输烟条段的分离鼓轮1,每个分离鼓轮1上均设有若干个沿其圆周方向均匀分布的承烟槽2,还包括设于两个分离鼓轮1之间且与沿水平方向与两个分离鼓轮1相间隔的汇合鼓轮3,汇合鼓轮3上设有若干个沿其圆周方向均匀分布的承滤嘴槽4,每个承滤嘴槽4内均开设有若干个用于吸附滤嘴的吸孔5,汇合鼓轮3与分离鼓轮1相向旋转,以此使得每个承滤嘴槽4和对应的两个承烟槽2能够在汇合鼓轮3与两个分离鼓轮1相距最近的点处于同一轴线上,且汇合鼓轮3与两个分离鼓轮1相距最近的点为滤嘴和两个烟条段的汇合点,汇合鼓轮3的斜
上方设有滤嘴校位机构,滤嘴校位机构包括与滤嘴两端相对应的侧挡部和与滤嘴周面相对应的正挡部,侧挡部用于每个滤嘴在旋转至汇合点的过程中通过抵触滤嘴的两端,使得滤嘴沿其轴向左右偏移,最终校正至能够与两个烟条段汇合的正确位置,正挡部用于滤嘴通过侧挡部时防止滤嘴脱离对应的承滤嘴槽4,汇合鼓轮3的一端设有用于调节经过侧挡部时部分承滤嘴槽4内负压吸力大小的配气机构。
37.实际生产中分离鼓轮1的上方设有加速鼓轮32,加速鼓轮32通过旋转持续对分离鼓轮1上的承滤嘴槽4内放置滤嘴,在此过程中,滤嘴的位置可能够发生偏移,如图2所示,导致滤嘴在处于汇合阶段与对应的两个烟条段发生干涉,所以通过本装置的滤嘴校位机构使得滤嘴在旋转至汇合点的过程中进行自动归位,最终使得滤嘴处于能够与两个烟条段汇合的正确位置;
38.当滤嘴经过侧挡部时,通过侧挡部的抵触滤嘴的两端,使得滤嘴发生轴向偏移,以此校正滤嘴的位置,并且在滤嘴轴向位移的过程中通过正挡部防止滤嘴的两端因受摩擦力而使整条滤嘴脱离对应的承滤嘴槽4;
39.为了配合滤嘴经过侧挡部时发生的轴向位移,那么旋转至侧挡部的部分承滤嘴槽4内的负压吸力需要减小,若经过侧挡部的承滤嘴槽4内的负压吸力不变,那么滤嘴会被对应的若干个吸孔5紧紧吸住,使得滤嘴的两端与侧挡部在抵触时不能够自行进行轴向位移,甚至发生滤嘴被折弯的情况出现,因此通过本装置的配气机构来调节经过侧挡部时部分承滤嘴槽4内负压吸力大小。
40.为了展现侧挡部的具体结构,设置了如下特征:
41.侧挡部为两个分别设于汇合鼓轮3两端的侧挡板6,每个侧挡板6均靠近汇合鼓轮3的外缘,每个侧挡板6均包括直面弧形板7和弯曲弧形板8,直面弧形板7的下端靠近汇合点,弯曲弧形板8成型于直面弧形板7的上端,且整条弯曲弧形板8从下端至上端朝远离汇合鼓轮3的方向逐渐扩大弯曲,使得整个侧挡部的入口呈扩口状,出口呈逐渐内缩的直面状,两个直面弧形板7的水平间距与滤嘴的轴向长度一致,其中,每个弯曲弧形板8的上端均通过固连件进行固定连接。
42.通过固连件使得两个侧挡板6均呈固定状态,当滤嘴旋转至侧挡部的入口时,若当前的滤嘴的轴向位置未发生偏移,那么滤嘴会直接通过整个侧挡部,若当前的滤嘴向左或者向右偏斜,此时滤嘴过长伸出的一端会与对应的弯曲弧形板8相抵触,与此同时通过配气机构减少当前放置滤嘴的承滤嘴槽4内的负压吸力,此后随着滤嘴不断朝向汇合点旋转的过程中,由于侧挡部的出口逐渐内缩,从而滤嘴会不断被弯曲弧形板8相抵触进行轴向位移,直至滤嘴运动至两个直面弧形板7之间时,滤嘴才处于正确的位置,此时滤嘴的两端分别与两个直面弧形板7相抵触,最终滤嘴会在汇合点与对应的两个烟条段相汇合,如图2所示,处于汇合点的滤嘴与两个烟条段处于同一轴线上,且每个烟条段与滤嘴的一端水平间隔2毫米,此后通过定位鼓轮(未在图中示出)进行定位,此过程中定位鼓轮的浮圈使两个烟条段沿其轴向向鼓轮系的中心线移动2毫米,确保烟条段和滤嘴之间没有间隙;
43.加工弯曲弧形板8时,弯曲弧形板8朝外弯曲的一段距离滤嘴之间的水平间距不小于滤嘴发生左右偏移的实际偏差量,以此始终确保滤嘴能够顺利通过弯曲弧形板8,防止滤嘴过长的伸出与弯曲弧形板8的上端发生干涉。
44.为了展现正挡部的具体结构,设置了如下特征:
45.正挡部为一个能够与汇合鼓轮3周面相贴合的条状弧形板9,条形弧形板固定设于两个侧挡板6之间且条形弧形板与汇合鼓轮3的周面沿汇合鼓轮3的径向相间隔。
46.当滤嘴在受到两个侧挡板6的抵触时,滤嘴可能会因当前吸孔5吸附力减弱而出现脱离对应的承滤嘴槽4的情况,此时通过正对滤嘴周面的条状弧形板9来阻挡滤嘴从对应的承滤嘴槽4脱出,并且经过条状弧形板9的每个滤嘴的周面均与条状弧形板9存在1毫米的间隙,若滤嘴的周面直接与条状弧形板9相贴合,那么滤嘴会因与条形弧形板之间的摩擦而会产生在承滤嘴槽4内自转的趋势,由于此时承滤嘴还具有一定的吸力,若滤嘴产生自转趋势,那么滤嘴会被扭转而造成变形。
47.为了展现配气机构的具体结构,设置了如下特征:
48.每个承滤嘴槽4内的吸孔5数量为三个,汇合鼓轮3一端的侧壁的外缘处开设有环形沉槽10,每个吸孔5均通过一个气道11与环形沉槽10相连通,以此使得环形沉槽10与每个承滤嘴槽4相对应的区域内均具有三个沿汇合鼓轮3的径向依次分布的通孔12,并且环形沉槽10内的所有通孔12形成三圈呈扩散状的通孔组13,配气机构包括固定设于汇合鼓轮3一端的配气盘14、两个条形密封板15和三个气嘴16,配气盘14呈宝塔状且将环形沉槽10覆盖,配气盘14包括三个共轴线且直径逐渐增大的环形仓17,每个环形仓17的一端均为开口结构,另一端均为封闭结构,每个环形仓17的开口端均紧贴于环形沉槽10的槽底,且三圈通孔组13内的通孔12分别通向三个环形仓17,三个气嘴16分别成型于三个环形仓17的周壁上,两个条形密封板15分别与最内层和最外层的环形仓17的开口端固连,两个条形密封板15均用于将旋转至侧挡部且正对最内层环形仓17和最外层环形仓17的部分通孔12覆盖。
49.三个气嘴16可连接同一个负压源,此时三个环形仓17内的空气均会被抽出,那么分别与三个环形仓17相连通的三圈通孔组13均会通过对应的气道11使得每个承滤嘴槽4内的三个吸孔5产生负压吸力,每个承滤嘴槽4中的三个吸孔5分别用于吸附滤嘴的两端和中部,当承滤嘴槽4旋转至侧挡部时,正对最内层和最外层的环形仓17的部分通孔12会分别被两个条形密封板15封闭,此时如图5所示,处于侧挡部内的每个承滤嘴槽4中的三个吸孔5只有位于中间的吸孔5会产生吸力,其余两个吸孔5不产生吸力,以此来减少对应沉滤嘴槽内的负压吸力,此时的滤嘴只有中部被吸附而两端不被吸附,从而当两个侧挡板6对滤嘴的两端进行抵触使得滤嘴轴向位移时,不会因其两端所受的吸附力而无法位移,当承滤嘴槽4通过侧挡部后,被条形密封板15覆盖的通孔12会再次打开,以此每个承滤嘴槽4内的负压吸力会恢复正常。
50.为了具体展现配气盘14与汇合鼓轮3之间的安装方式,设置了如下特征:
51.汇合鼓轮3的两端均同轴固连有一个转轴18,靠近配气盘14的转轴18上同轴套设有一个位于最内层环形仓17中心处的轴承19,最内层的环形仓17上同轴固连有套设于轴承19外圈上的环套20,环套20上套设有呈固定状态的固定套21,固定套21上成型有若干个沿其圆周方向均匀分布的凸台22,每个凸台22内均旋设有用于将环套20抵紧的紧固螺栓23。
52.由于固定套21呈固定状态,那么向内旋紧紧固螺栓23后,环套20会被抵紧呈固定状态,从而整个配气盘14会呈固定状态,那么当汇合鼓轮3旋转后,由于转轴18与轴承19的内圈固连,而配气盘14与轴承19的外圈固连,因此汇合鼓轮3的转动并不会对呈固定状态的配气盘14造成影响;
53.当两个条形密封板15安装于配气盘14上后,需要配气盘14进行旋转以此调整两个
条形密封板15的位置,使得每个条形密封板15均能够将旋转至侧挡部且正对最内层环形仓17和最外层环形仓17的部分通孔12覆盖,此时向外旋松紧固螺栓23,使得环套20呈活动状态,并开始旋转配气盘14,此过程中由于从外不可见条形密封板15的位置,此时可通过旋转至侧挡部的吸孔5是否具有吸力来判断条形密封板15是否将旋转至侧挡部且正对最内层环形仓17和最外层环形仓17的部分通孔12覆盖。此后再次向内旋紧紧固螺栓23即可。
54.为了防止外界空气从环形沉槽10与环形仓17之间的缝隙流入,具体设置了如下特征:
55.最外层的环形仓17的外壁上同轴成型有一圈与汇合鼓轮3一端相贴合的密封凸环24,密封凸环24与汇合鼓轮3相贴合处设有一圈一号橡胶环25。
56.密封凸环24用于防止外界空气从环形沉槽10与环形仓17之间的缝隙流入,一号橡胶环25用于防止汇合鼓轮3因长期受自身与密封凸环24之间的旋转摩擦而受损。
57.为了防止每个环形仓17的开口端与环形沉槽10的槽底直接进行硬性接触,具体设置了如下特征:
58.每个环形仓17的开口端的端部上均设有一圈与环形沉槽10的槽底紧密贴合的二号橡胶环26。
59.通过二号橡胶环26来防止环形沉槽10的槽底因与每个环形仓17的开口端进行长期的摩擦而受损。
60.为了展现固连接的具体结构,设置了如下特征:
61.每个固连件均包括l形固定板27、调节螺栓28和紧固螺母29,每个弯曲弧形板8的上端均成型有一个水平板30,每个水平板30均与l形固定板27的水平部的底部平行且相贴合,l形固定板27的竖直部呈固定状态,l形固定板27上开设有一个长度方向与汇合鼓轮3的轴向相平行的条形通槽31,调节螺栓28的轴向垂直于l形固定板27的水平部,并且调节螺栓28的螺纹杆部向下依次穿过条形通槽31和水平板30,紧固螺母29旋设于调节螺栓28的螺纹杆部上,并且紧固螺母29将水平板30向上抵紧。
62.通过旋松紧固螺母29使得对应的水平板30呈活动状态,以此使整个侧挡板6能够沿汇合鼓轮3的轴向进行位置调节,最终调整至两个侧挡板6呈对称状态,并且确保两个直面弧形板7的水平间距与滤嘴的轴向长度一致。
63.工作原理:
64.当滤嘴旋转至侧挡部的入口时,若当前的滤嘴的轴向位置未发生偏移,那么滤嘴会直接通过整个侧挡部,若当前的滤嘴向左或者向右偏斜,此时滤嘴过长伸出的一端会与对应的弯曲弧形板8相抵触,由于侧挡部的出口逐渐内缩,从而滤嘴会不断被弯曲弧形板8相抵触进行轴向位移,直至滤嘴运动至两个直面弧形板7之间时,滤嘴才处于正确的位置,与此同时,正对最内层和最外层的环形仓17的部分通孔12会分别被两个条形密封板15封闭,处于侧挡部内的每个承滤嘴槽4中的三个吸孔5只有位于中间的吸孔5会产生吸力,其余两个吸孔5不产生吸力,以此来减少对应沉滤嘴槽内的负压吸力,此时的滤嘴只有中部被吸附而两端不被吸附,从而当两个侧挡板6对滤嘴的两端进行抵触使得滤嘴轴向位移时,不会因其两端所受的吸附力而无法位移,最终滤嘴会在汇合点与对应的两个烟条段相汇合并进入下一加工阶段。
65.以上实施例仅表达了本发明的一种或几种实施方式,其描述较为具体和详细,但
并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1