零极距电解水制氢设备的制作方法
1.本技术涉及制氢的技术领域,特别涉及一种零极距电解水制氢设备。
背景技术:
2.随着电解技术的发展,高电流密度和低能耗的电解槽已成为当今行业的发展趋势。在高电流密度运行下,如何降低电解槽的槽电压和提高电流效率是实现节能降耗增加企业效益的关键所在。
3.为了解决在电解过程中较低地抑制电解电压、改善氢制造中的电功率消耗率这样的课题,作为电解单元的结构,已知采用作为隔膜与电极实质上不具有间隙的结构的、被称为零极距结构的结构是特别有效的。
4.在现有的零极距电解槽结构中,采用的是圆状镍丝编织而成的丝网,再将丝网压制成波纹状以达到弹性的目的,采用该方法制成的弹性网导电接触面积小,弹性较弱,而且如果受到外界压力的挤压后无法恢复。若弹性体的弹力存在问题,太硬会导致隔膜承受的压力高进而伤膜;如果太软抗反向压力能力差,压扁后回弹不回来导致导电不好,零极距结构失效。另外弹性体的结构导致产出的气体流出通畅度不够,离子膜区域温度高,所以原有极距电槽升级改造成膜极距电槽后,膜的后期效率下降,使用寿命缩短。
技术实现要素:
5.本技术的目的在于提供一种零极距电解水制氢设备,以解决现有技术中的正、负电极难以与隔膜贴合的技术问题。
6.为实现上述目的,本技术提供了一种零极距电解水制氢设备,包括:双极板、正电极、负电极、隔膜、密封件、弹性件和液压机;每两个所述双极板之间设置有所述密封件和一个所述隔膜;所述液压机将多个所述双极板压紧;所述双极板包括相对设置的两个面,所述正电极与所述双极板的其中一个面可拆卸连接,所述负电极与所述双极板另一面可拆卸连接;所述双极板包括极框和极板,所述正电极和/或所述负电极与所述极板之间设置有所述弹性件。
7.可选的,在所述的零极距电解水制氢设备中,所述弹性件采用弹簧钢折弯成型,以使每个所述弹性件包括固定部和等间距设置的多个弹性部,每个所述弹性部包括一弹性斜面和一弹性平面;其中,所述弹性斜面的一端与所述固定部平滑连接,所述弹性斜面的另一端与所述弹性平面平滑连接;所述弹性平面与所述固定部平行,所述弹性平面与所述正电极和/或所述负电极接触连接。
8.可选的,在所述的零极距电解水制氢设备中,所述弹性斜面的坡度为15
°‑
35
°
。
9.可选的,在所述的零极距电解水制氢设备中,所述弹性平面到所述固定部的距离不小于所述弹性斜面任意一点到所述固定部的距离。
10.可选的,在所述的零极距电解水制氢设备中,所述固定部和弹性平面之间的距离大于所述密封件处于密封状态下的厚度。
11.可选的,在所述的零极距电解水制氢设备中,所述弹性件与所述极框可拆卸连接;并且,沿着所述电解水制氢设备的轴向或者其径向上等间距布置多个所述弹性件。
12.可选的,在所述的零极距电解水制氢设备中,所述极框的底部设有碱液入口,所述极框的顶部设有气体出口,所述极框的两侧均设有一凹槽;所述正电极和所述负电极两侧均设有一折叠翼,一侧的所述折叠翼设置与所述极框对应侧的凹槽可拆卸连接。
13.可选的,在所述的零极距电解水制氢设备中,每个所述凹槽底部设有多个螺纹孔,所述折叠翼通过螺栓与所述凹槽连接。
14.可选的,在所述的零极距电解水制氢设备中,位于所述极框两个面同一侧的两个凹槽内的螺纹孔错位设置。
15.可选的,在所述的零极距电解水制氢设备中,还包括压条,所述压条设置在所述凹槽内,以将所述折叠翼完全压入至所述凹槽内。
16.与现有技术相比,本技术提供一种零极距电解水制氢设备,通过在所述正电极和/或所述负电极与所述极板之间设置有所述弹性件,所述弹性件的弹力可压着所述正电解和/或所述负电极一直与所述隔膜贴合,从而实现所述电解水制氢设备的零极距,从而可以减小接触电阻,提高电解效率。且,进一步的,所述弹性件设置在所述正电极和/或所述负电极与所述极板之间,这样所述弹性件不与所述弹簧直接接触,从而防止其在形变过程中对所述隔膜造成影响。
附图说明
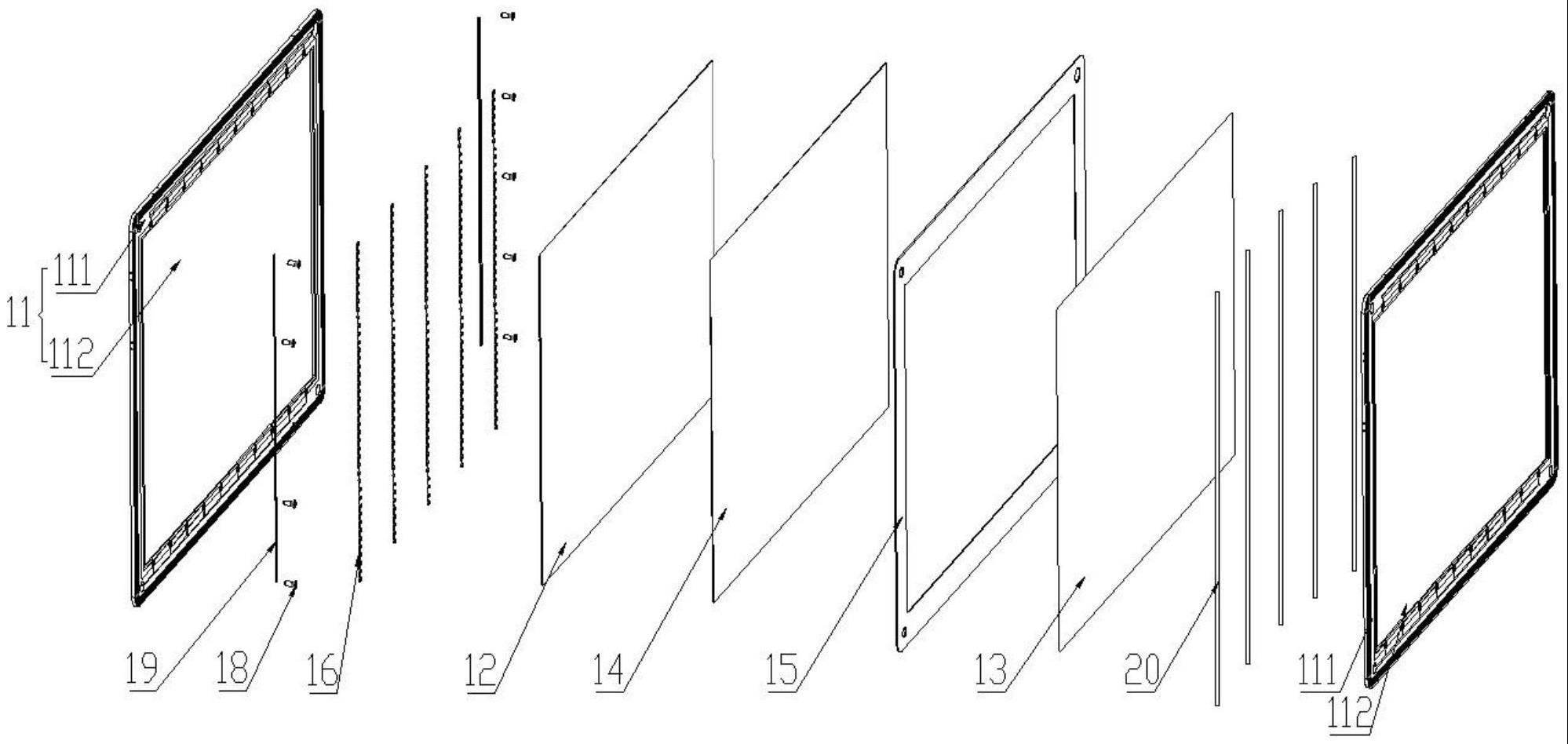
17.图1是本技术实施例提供的一种一对双极板的结构爆炸图;
18.图2是本技术实施例提供的一种双极板设置有弹性件的结构示意图;
19.图3是本技术实施例提供的一种弹性件俯的俯视图;
20.图4是本技术实施例提供的图2中a处的放大图;
21.图5是本技术实施例提供的图2中b处的放大图;
22.图6是本技术实施例提供的图1中局部的剖视图;
23.图7是本技术实施例提供一对双极板组装的局部剖视图;
24.图8是本技术实施例提供的一种零极距电解水制氢设备的结构示意图。
25.其中,附图1-8的附图标记说明如下:
26.10-电解水制氢设备;11-双极板;111-极框;1111-碱液入口;1112-气体出口;1113-凹槽;1114-螺纹孔;112-极板;12-正电极;13-负电极;14-隔膜;15-密封件;16-弹性件;161-固定部;1611-折弯部;162-弹性部;1621-弹性斜面;1622-弹性平面;17-液压机;18-螺栓;19-压条;20-支撑件。
具体实施方式
27.为使本技术的目的、优点和特征更加清楚,以下结合附图1~8对本技术提出的零极距电解水制氢设备作进一步详细说明。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本技术实施例的目的。
28.为了便于理解本技术,下面结合附图和具体实施例,对本技术进行更详细的说明。需要说明的是,当元件被表述“固定于”另一个元件,它可以直接在另一个元件上、或者其间
可以存在一个或多个居中的元件。当一个元件被表述“连接”另一个元件,它可以是直接连接到另一个元件、或者其间可以存在一个或多个居中的元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”、“内”、“外”以及类似的表述只是为了说明的目的。在本技术的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示相对重要性,或者隐含指明所指示的技术特征的数量。由此,除非另有说明,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征;“多个”的含义是两个或两个以上。术语“包括”及其任何变形,意为不排他的包含,可能存在或添加一个或更多其他特征、整数、步骤、操作、单元、组件和/或其组合。
29.此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,或是两个元件内部的连通。本说明书所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本技术。本说明书所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
30.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
31.此外,下面所描述的本技术不同实施例中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
32.参阅图8,需要说明的是,为了方便描述,以下所有实施例中所涉及的方位均以所述零极距电解水制氢设备10中正常工作状态下所放置的位置为基础来限定其方位。例如,所述极框111的顶部是指所述电解水制氢设备10中正常工作状态下的所述双极板11的上端,所述极框111的底部是指所述电解水制氢设备10中正常工作状态下的所述双极板11的下端,所述极框111的两侧是指所述电解水制氢设备10中正常工作状态下的所述双极板11的左右两侧。
33.请参阅图1-2,结合图8。本技术提供了一种零极距电解水制氢设备10,所述电解水制氢设备10包括:双极板11、正电极12、负电极13、隔膜14、密封件15、弹性件16和液压机17;每两个所述双极板11之间设置有所述密封件15和一个所述隔膜14;所述液压机17将多个所述双极板11压紧。所述双极板11包括相对设置的两个面,所述正电极12与所述双极板11的其中一个面可拆卸连接,所述负电极13与所述双极板11另一面可拆卸连接;所述双极板11包括极框111和极板112,所述正电极12和/或所述负电极13与所述极板112之间设置有所述弹性件16。
34.具体的,可以在所述正电极12与所述极板112之间、在所述负电极13与所述极板112之间均设置有所述弹性件16。这样所述正电极12与所述极板112之间的所述弹性件16能够将所述正电极12压向所述隔膜14,并与所述隔膜14贴合;同时,所述负电极13与所述极板112之间的所述弹性件16能够将所述负电极13压向所述隔膜14,并与所述隔膜14贴合。在另
一个实施例中,也可以只在所述负电极13和所述极板112之间设置所述弹性件16,所述正电极12和所述极板112之间设置支撑件20,这样可以保证所述正电极12和所述隔膜14是贴合的,而所述弹性件16只需要将所述负电极13压向所述隔膜14,并与所述隔膜14贴合。当然,也可以只在所述正电极12和所述极板112之间设置所述弹性件16,所述负电极13和所述极板112之间设置支撑件20,这样可以保证所述负电极13和所述隔膜14是贴合的,而所述弹性件16只需要将所述正电极12压向所述隔膜14,并与所述隔膜14贴合。
35.通过在所述正电极12和/或所述负电极13与所述极板112之间设置有所述弹性件16,所述弹性件16的弹力可压着所述正电解和/或所述负电极13一直与所述隔膜14贴合,从而实现所述电解水制氢设备10的零极距,从而可以减小接触电阻,提高电解效率。且,进一步的,所述弹性件16设置在所述正电极12和/或所述负电极13与所述极板112之间,这样所述弹性件16不与所述弹簧直接接触,从而防止其在形变过程中对所述隔膜14造成影响。
36.参阅图3-5,所述弹性件16采用弹簧钢折弯成型,以使每个所述弹性件16包括固定部161和等间距设置的多个弹性部162,每个所述弹性部162包括一弹性斜面1621和一弹性平面1622;其中,所述弹性斜面1621的一端与所述固定部161平滑连接,所述弹性斜面1621的另一端与所述弹性平面1622平滑连接;所述弹性平面1622与所述固定部161平行,所述弹性平面1622与所述正电极12和/或所述负电极13接触连接。
37.由于所述弹性斜面1621与所述固定部161、所述弹性平面1622均平滑连接,那么所述弹性件16的各个连接处不会出现棱角,从而不会破环双极板11、正电极12和/或负电极13表面的涂层。
38.具体的,所述弹性斜面1621的坡度为15
°‑
35
°
。例如,所述弹性斜面1621的坡度为15
°
、20
°
、30
°
和35
°
。
39.所述弹性平面1622到所述固定部161的距离不小于所述弹性斜面1621任意一点到所述固定部161的距离。这样可以不仅保证所述弹性部162的弹性,还可以保证其被压扁后回弹力。所述弹性件16的折弯处1611的高度不超过所述弹性平面1622距离所述固定部161的高度的4/5。具体的,所述弹性斜面1621一端与所述固定部161连接是指所述弹性斜面1621一端与所述折弯处1611连接。这样可以保证所述弹性平面1622的高度以满足导电、合适的弹力和反弹力,有利于气体通畅和降低膜区温度,保证隔膜14的使用寿命。
40.参阅图6-7,所述固定部161和弹性平面1622之间的距离大于所述密封件15处于密封状态下的厚度。这样可以保证所述弹性件16具有足够的弹力,将所述正电极12和/或所述负电解紧压至与所述隔膜14贴合。
41.所述弹性件16与所述极框111可拆卸连接;并且,沿着所述电解水制氢设备10的轴向或者其径向上等间距布置多个所述弹性件16。也就是说,多个所述弹性件16沿着所述极框111的横向边框等间距布置。或者,多个所述弹性件16沿着所述极框111的竖向边框等间距布置。该布置结构可以使所述极板112面上均匀分布多少个所述弹性件16,这样所述正电极12和/或所述负电极13所受到的弹性件16的回弹力也是均与的,从而进一步的保证了所述正电极12和/或所述负电极13与所述隔膜14完全贴合。
42.接着参阅图2,在其中一个实施例中,所述极框111的底部设有碱液入口1111,所述极框111的顶部设有气体出口1112,所述极框111的两侧均设有一凹槽1113;所述正电极12和所述负电极13两侧均设有一折叠翼,一侧的所述折叠翼设置与所述极框111对应侧的凹
槽1113可拆卸连接。
43.通过在所述极框111的两侧设置凹槽1113与所述正电极12、所述负电极13两侧的折叠翼可拆卸连接,采用该种方式将所述正电极12和所述负电极13固定在双极板11的两面,可以取消焊接工序,这样不仅降低了该工序组装时间,还可以减少焊接设备等投资以降低组装难度的同时还能够保证正电极12、负电极13与双极板11连接的牢固度。并且,进一步的,所述正电极12、所述负电极13与所述极框111可拆卸连接,可以在双极板11需要维护时,该连接结构减少现场维护时间以及返产维修的运输成本,可以现场实现维修操作,从而提升电解水制氢设备10的使用率,并且在拆卸同时还不会破环电极表面的镀镍层,在全寿命周期内可以满足电解水制氢设备10的迭代升级要求。
44.每个所述凹槽1113底部设有多个螺纹孔1114,所述折叠翼通过螺栓18与所述凹槽1113连接。更进一步的,所述凹槽1113内还设置有压条19,以将所述折叠翼完全压入至所述凹槽1113内。这样可以保证所以所述折叠翼完全与所述凹槽1113贴合,防止折叠翼的边缘突出于凹槽1113,对隔膜14造成影响。其中,螺纹孔1114的表面、螺栓18的表面、所述压条19的表面、所述弹性件16的表面和所述支撑件20的表面均镀镍处理,这样可以防止螺纹孔1114的表面、螺栓18的表面、所述压条19的表面、所述弹性件16的表面和所述支撑件20的表面被碱液腐蚀。
45.其中,每条所述凹槽1113内等间距设有3-6个所述螺纹孔1114,并且每两个相邻的两个螺纹孔1114的间距为250mm-300mm。这样可以保证正电极12、负电极13的连接强度。
46.具体的,所述压条19与所述折叠翼固定连接或可拆卸连接。
47.进一步的,位于所述极框111两个面同一侧的两个凹槽1113内的螺纹孔1114错位设置。也就是说,位于在所述极框111两个面上的左侧的两个凹槽1113内的螺纹孔1114完全错位设置,在所述极板112两个面上的右侧的两个凹槽1113内的螺纹孔1114完全错位设置,这样可以在无需增加极板112的厚度的前提下保证每条凹槽1113内的螺纹孔1114的深度都是足够的,从而保证了电极安装的牢固程度。
48.其中,所述凹槽1113的深度为3mm-4mm,例如,所述凹槽1113的深度为3mm、3.5mm、和4mm。所述凹槽1113的宽度为8mm-10mm,例如,凹槽1113的宽度为8mm、9mm和10mm。其中,所述压条19和所述电极的厚度之和不超过3mm,这样可以使所述压条19至少不会突出于所述凹槽1113。避免对隔膜14造成影响。
49.需要说明的是,所述双极板11为方形板。所述电解水制氢设备10为碱性电解槽。
50.上述描述仅是对本技术较佳实施例的描述,并非对本技术范围的任何限定,本技术领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1